Hva Chamfered Edging faktisk gjør - og hvorfor materialvalget betyr noe
Fasede kanter refererer til en skrå eller vinklet overgang påført kanten av en overflate, panel, plate eller profil. I stedet for å la et rått 90-graders hjørne være åpent, skjærer en avfasning det hjørnet bort i en vinkel - vanligvis 45 grader - og produserer en overflate som er tryggere å berøre, lettere å rengjøre og mer motstandsdyktig mot avslag eller delaminering. I konstruksjon, produksjon og etterbehandling er forskjellen mellom en avfaset kant og en firkantet kant ikke bare kosmetisk. En riktig utført fas kan forlenge levetiden til en kant med 30–50 % i miljøer med mye trafikk ved å eliminere spenningskonsentrasjonspunktet som firkantede hjørner skaper.
Materialeet som brukes til å produsere eller beskytte den avfasningen avgjør alt annet: hvor lenge den varer, hvordan den reagerer på støt og fuktighet, om den kan flyttes eller justeres, og hva den koster over hele prosjektets livssyklus. Stive aluminiums- eller PVC-avfasningslister har dominert markedet i flere tiår, men Magnetisk avfasning av gummi systemer har fått betydelig trekkraft i betongforskaling, flisinstallasjon og arkitektonisk etterbehandling fordi de løser problemer som stive profiler rett og slett ikke kan - spesielt vedheft uten festemidler, formbevaring under trykk og uanstrengt fjerning uten overflateskader.
Denne veiledningen dekker mekanikken bak avfasede kanter, tilgjengelige materialkategorier, deres virkelige ytelsesdata og de spesifikke scenariene der hvert alternativ gir mening. Hvis du spesifiserer kanting for et prosjekt akkurat nå, er konklusjonene øverst i hver seksjon.
Geometrien til en avfasning: vinkler, dybder og overflatekompatibilitet
Ikke alle avfasninger er like. Vinkelen og dybden på avfasningen samhandler direkte med underlagsmaterialet, belastningen kanten vil bære og den visuelle finishen som kreves. Å forstå geometrien før du velger et kantprodukt forhindrer kostbart etterarbeid.
Standard avfasningsvinkler brukt i praksis
- 45-graders fas: Den vanligste vinkelen innen konstruksjon og snekkerarbeid. Den skaper like lange skråflater og fordeler kantspenningen symmetrisk. Brukes i betongforskalingshjørner, trappeneser og panelkanter.
- 30-graders fas: Gir en lengre, grunnere skråkant - foretrukket der estetikk krever en subtil overgang i stedet for et fremtredende vinklet ansikt. Vanlig i high-end skap og arkitektonisk betong.
- 60-graders fas: Et brattere kutt som fjerner mer materiale. Brukes når klaring er nødvendig for mekaniske komponenter eller når en dypere skyggelinje er designhensikten.
- Egendefinerte vinkler (15–75 grader): Spesifisert for industrielt verktøy, presisjonsmaskinerte deler og arkitektoniske spesialprofiler.
Fasdybde og dens strukturelle implikasjoner
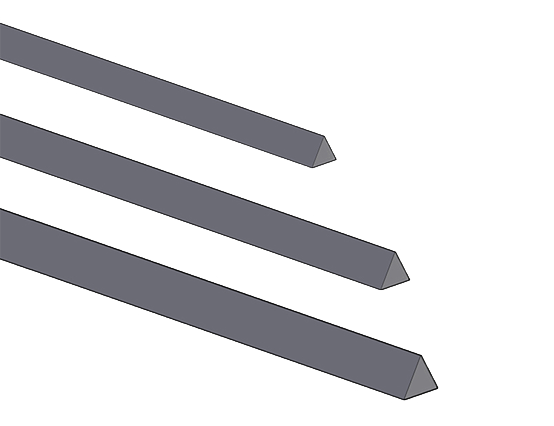
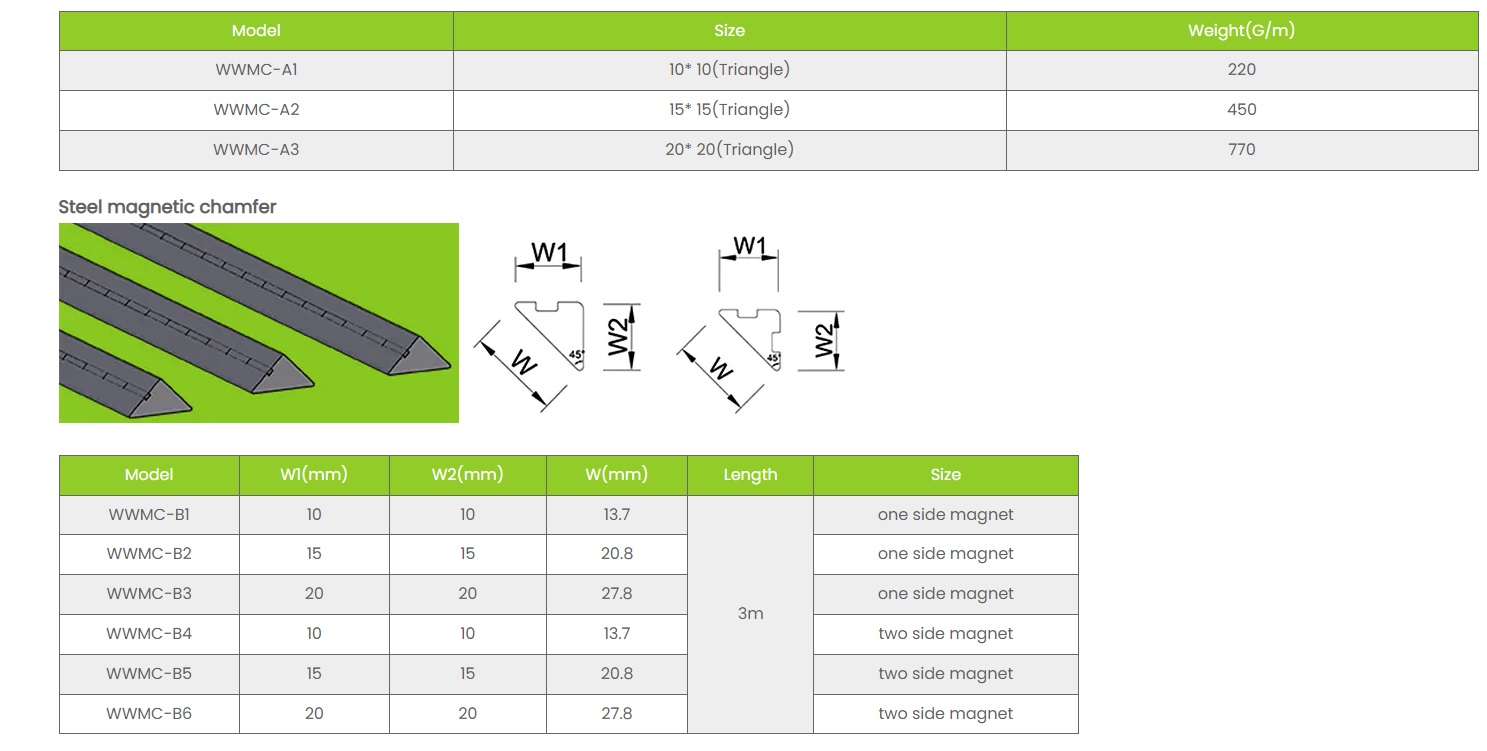
Dybde måles som avstanden fra det opprinnelige hjørnet til starten av fasflaten. I betongforskaling, a 10 mm × 10 mm avfasningslist (10 mm dybde, 10 mm bredde) er en industristandard for søylehjørner og platekanter. Grunnere avfasninger på 5 mm × 5 mm vises i fin arkitektonisk betong hvor minimal materialfjerning foretrekkes. Dypere avfasninger på 20 mm × 20 mm eller større brukes i tung anleggsvirksomhet - brofester, støttemurer og prefabrikerte bjelker - hvor avfasningen også tjener til å styre forskalingsinnretting under montering.
Underlaget har også betydning. Betong med standard blandingsforhold (25–40 MPa trykkstyrke) holder en avfaset kant pålitelig når avfasningslisten er skikkelig forseglet under støping. Svakere blandinger under 20 MPa er tilbøyelige til kantspalting selv med en avfasning tilstede, og det er grunnen til at spesifikasjoner kombinerer Magnetisk avfasning av gummi strimler med kvalitetskontrollert støping rapporterer konsekvent færre defekter etter strimmel enn de som bruker stiv PVC på samme blanding.
Materialkategorier for avfasede kanter: En direkte sammenligning
Fem hovedmaterialkategorier dekker de fleste bruksområder med avfasede kanter innen konstruksjon, produksjon og etterbehandling. Hver har en distinkt ytelsesprofil.
| Material | Gjenbrukbarhet | Installasjonsmetode | Fuktighetsmotstand | Kantkvalitet | Typisk kostnad per meter |
|---|---|---|---|---|---|
| Magnetisk avfasning av gummi | Høy (50–100 sykluser) | Magnetisk vedheft til stålforskaling | Utmerket | Veldig rent, minimalt med tomrom | $3–$8 |
| Stiv PVC | Lav (vanlig engangsbruk) | Spikret eller limt | Bra | Bra, nail holes visible | $0,80–$2 |
| Aluminium | Middels (5–15 sykluser) | Skrudd eller klemt | Veldig bra | Bra, screw marks possible | $4–$12 |
| Skum/polyuretan | Lav (engangsbruk) | Selvklebende tape eller lim | Dårlig til moderat | Moderat, tilbøyelig til å rive | $0,50–$1,50 |
| Tømmer/MDF | Veldig lavt | Spikret | Dårlig | Variabel risiko for hevelse | $0,40–$1,20 |
Tallene for kostnad per meter ovenfor gjenspeiler kun råvarekostnader. Når den totale prosjektkostnaden er beregnet inkludert installasjonsarbeid, strippingstid, avfallshåndtering og etterarbeid fra kantdefekter, Magnetisk avfasning av gummi systems consistently show a lower total cost per use after the third or fourth reuse cycle . På storskala prefabrikerte betongprosjekter som kjører 500 eller flere lineære meter med avfasede kanter per produksjonskjøring, kan forskjellen komme opp i $4000–$9000 i unngåtte material- og arbeidskostnader per måned.
Magnetisk avfasning av gummi: How It Works and Where It Excels
En magnetisk avskjæringsstrimmel av gummi er et komposittprodukt: en fleksibel gummikropp (typisk EPDM eller neopren) med en stripe av permanent magnetmateriale innebygd langs bunnen. Magneten holder stripen fast mot et stål- eller jernforskalingspanel uten spiker, skruer, tape eller klemmer. Gummikroppen bøyer seg litt for å tilpasse seg mindre overflateuregelmessigheter på forskalingen, noe som eliminerer de små hullene ved bunnen av avfasningen som forårsaker betongblødninger og kanthull i stive PVC-installasjoner.
Magnetisk holdekraft og hvorfor det betyr noe i praksis
Den innebygde magneten i en standard Magnetisk avfasning av gummi stripe produserer en holdekraft i området på 3–8 kg per lineær desimeter , avhengig av strimmelstørrelse og magnetkvalitet. For en typisk 10 mm × 10 mm avfasningslist betyr dette at en lengde på 1 meter utøver omtrent 30–50 kg total magnetisk adhesjon mot stålformflaten. Betongvibrasjoner under plassering genererer sidekrefter godt under denne terskelen i standardapplikasjoner, slik at stripen forblir stasjonær gjennom hele støpingen uten noen ekstra feste.
Dette har betydning fordi bevegelse av en avfasningslist under vibrasjon er en av de vanligste årsakene til kantfeil i prefabrikkert betong og in-situ betong. Selv et skift på 1–2 mm under vibrasjon skaper en synlig uregelmessighet i den ferdige avfasede kanten - en feil som krever sliping eller lapping før elementet kan aksepteres. Feltrapporter fra prefabrikkerte betongprodusenter i Tyskland og Nederland dokumenterer en reduksjon på 60–75 % i antall kantfeil etter bytte fra spikret PVC til magnetiske avfasede gummilister på stålformbord.
Avisolerende ytelse og overflatekvalitet
Når betongen har herdet og forskalingen er strippet, skreller den magnetiske gummiavfasningen rent fra både stålformen og betongoverflaten. Gummiens naturlige fleksibilitet gjør at den frigjøres uten verktøy i de fleste tilfeller - en arbeider tar ganske enkelt tak i den ene enden og skreller stripen langs dens lengde. Den avfasede kanten i betongen får en jevn, veldefinert overflate som ikke krever ytterligere etterbehandling i arkitektoniske applikasjoner.
Kontrast dette med spikret PVC-strimler, som må prikkes av - en prosess som ofte skader både PVC (som gjør den ikke-gjenbrukbar) og betongkanten (forårsaker mindre avskalling på spikerhullplasseringer). Tømmerfaslister blir ofte ødelagt under stripping og skal deponeres som avfall. Den magnetiske gummistripen, når den er skrellet, kan tørkes ren og flyttes umiddelbart ved neste påfylling.
Temperaturområde og miljøytelse
EPDM-baserte Magnetisk avfasning av gummi-produkter opprettholder fleksibilitet og magnetisk ytelse over et temperaturområde på ca. -30°C til 120°C . Dette gjør dem egnet for utendørs vinterhelling i kaldt klima (hvor PVC blir sprøtt og utsatt for sprekker under installasjon) samt for oppvarmede herdekamre som brukes i akselerert prefabrikert produksjon. Neoprenformuleringer gir litt lavere termisk rekkevidde, men bedre motstand mot oljer og visse løsemidler, noe som gjør dem til en preferanse i industrielle prefabrikker der slippmidler med løsemiddelinnhold brukes.
Bruksområder der avfasede kanter gir målbare resultater
Avfasede kanter er ikke et engangsprodukt. Det samme prinsippet – skrå av et hjørne for å fjerne et spenningskonsentrasjonspunkt og forbedre finishen – gjelder på tvers av bransjer som spenner fra sivilingeniør til møbelproduksjon. Følgende applikasjoner representerer de høyeste brukstilfellene.
Prefabrikerte betongelementer
Produksjon av prefabrikkert betong er den største enkeltapplikasjonen for avfasede kanter globalt. Veggpaneler, gulvplater, bjelker, søyler og trappeenheter krever alle avfasede hjørner for sikker håndtering, ren stabling og ferdig estetikk. Et standard prefabrikert veggpanel som måler 3m × 6m har omtrent 18 lineære meter med avfasede kanter. Med en produksjonshastighet på 20 paneler per dag, sykluser et enkelt anlegg gjennom 360 meter avfasningslist daglig.
På dette volumet, gjenbrukbarheten av Magnetisk avfasning av gummi strips blir økonomisk avgjørende. En magnetisk gummilist av høy kvalitet vurdert for 80 produksjonssykluser reduserer råvareforbruket med en faktor på 80 sammenlignet med engangsalternativer. For et anlegg som kjører 360 meter avfasning daglig, kan bytte fra engangs-PVC til gjenbrukbare magnetiske gummiavfasningslister redusere årlige materialutgifter på avfasningsprodukter med $18.000–$45.000 avhengig av strimmelstørrelse og lokale materialpriser .
Arkitektonisk in-situ betong
Eksponert betong i arkitektoniske applikasjoner - fasader, interiørvegger, trapper og skreddersydde strukturelle elementer - krever en avfaset kantkvalitet som standard praksis på stedet sliter med å oppnå konsekvent. Stiv PVC spikret til tømmerforskaling produserer avfasninger med spikerhullsskygger, lett bølger fra platekrumning og sporadiske blødningslinjer ved bunnen av stripen. Magnetiske gummiavfasningslister på stålstøtteplater eliminerer alle tre defektene ved å tilpasse seg nøyaktig til formoverflaten og tette mot den uten mekaniske festemidler.
Arkitektoniske betongspesifikasjoner i Europa siterer i økende grad SCC (Self-Compacting Concrete) plassert ved 200–250 mm synkestrøm , en blanding som utøver høyere sidetrykk på forskalingen og er mer følsom for eventuelle mellomrom ved bunnen av avfasede strimler. Magnetiske avfasede gummistrimler utkonkurrerer stive alternativer ved disse blandingskonsistensen fordi den fleksible gummibasen tetter under det økte hydrostatiske trykket i stedet for å løftes bort fra det.
Montering av fliser og stein
I flis- og steinarbeid refererer avfasede kanter til profilerte aluminiums- eller rustfrie lister som er installert ved fliskantene, trinnneser og overganger mellom gulvmaterialer. Disse stripene beskytter fliskanten fra flising - en spesielt vanlig feilmodus i porselensfliser, som er svært sprø ved utsatte hjørner. En avfaset fliskantprofil med en 45-graders flate absorberer sidestøt og fordeler den over mørtelbunnen i stedet for å konsentrere den ved flishjørnet.
Avfasede kanter i rustfritt stål i kommersielle miljøer (flyplasser, sykehus, detaljhandel) er klassifisert for fotgjengerbelastninger over 500 kg/m² uten deformasjon. Aluminiumsprofiler i boliger håndterer standardbelastninger tilstrekkelig til lavere kostnad. Valget mellom malefinish, børstet og anodisert finish påvirker både holdbarhet og vedlikeholdsfrekvens – børstet rustfritt stål skjuler mindre riper og er den dominerende spesifikasjonen for høytrafikkfulle offentlige rom.
Trebearbeiding og panelprodukter
I møbelproduksjon og snekkerarbeid påføres avfasede kanter på MDF-, kryssfiner- og massivtrepaneler ved hjelp av freser eller dedikert kantbåndsmaskineri. En 2 mm × 45-graders avfasning på skapdørens kanter er en standarddetalj som får møbler i produksjonsgrad til å se mer raffinerte ut uten å legge til betydelige kostnader. I høyvolumproduksjon gir automatisert kantavfasing konsistente resultater med hastigheter på 20–40 meter per minutt på moderne CNC-kantbåndslinjer.
Avfasninger i heltre på møbelben, bordplater og dørkarmer er vanligvis kuttet med en avfasning i et fresebord eller en bordsagjigg. Den funksjonelle fordelen – eliminering av den skarpe arrisen som ellers ville flise eller splintre – er sekundær til den visuelle fordelen med en raffinert, bevisst kantdetalj som leses som håndverk snarere enn hensiktsmessighet.
Beste praksis for installasjon for avfasede kanter i betongforskaling
Installasjonskvalitet bestemmer kantkvalitet. Følgende praksis gjelder for avfasede kanter i betongapplikasjoner - den mest krevende konteksten når det gjelder presisjon, trykk og overflatefinishkrav.
Overflateforberedelse før stripsplassering
Stålforskalingsplater må være rene, flate og lett oljet med et egnet slippmiddel før det legges avfasningslist. Betongrester fra tidligere støpinger som er igjen på paneloverflaten skaper høye flekker som hindrer avfasningslisten i å flushe - årsaken til blødningslinjene og kanthullene nevnt tidligere. For Magnetisk avfasning av gummi strips, reduseres den magnetiske holdekraften proporsjonalt med ethvert gap mellom stripens magnetbase og stålpanelet, slik at overflaterenshet direkte påvirker både holdesikkerheten og kantkvaliteten som produseres.
En praktisk rengjøringsprotokoll for stålformebord: stålbørst eventuelle betongrester umiddelbart etter stripping (før den stivner helt), tørk av med en fuktig klut, påfør et tynt strøk med slippmiddel og la tørke før neste stripeplassering. Dette legger til omtrent 5–8 minutter per panel til syklusen, men reduserer antallet kantfeil betraktelig.
Posisjonering og justering
Avfasningslister bør plasseres med toppen (det ytterste hjørnet av avfasningsprofilen) på linje med den tiltenkte hjørnelinjen til det ferdige betongelementet. For magnetiske gummilister på stålformer opprettholdes denne justeringen av magneten - når den først er plassert, glir ikke stripen med mindre den med vilje flyttes. For spikrede strimler må innretting kontrolleres med rett kant etter spikring, da spikerkrefter kan forskyve strimmelen litt fra tiltenkt posisjon.
Ved skjøter mellom avfasede båndlengder - der en remse slutter og den neste begynner - skal endene kuttes rent i 90 grader og stødes tett sammen. Et gap på til og med 1–2 mm ved en stripeskjøt vil produsere en betongfinne på det punktet, som krever sliping etter stripping. På lange løp over 3 meter kan mindre termisk ekspansjon av stripene under herding åpne støtskjøter litt; å spesifisere strimler med kompresjonstilpassede endeprofiler eller bruk av tynne silikonperler i skjøter forhindrer dette.
Betongplassering og vibrasjonsprotokoller
Innvendig vibrasjon bør ikke påføres direkte mot eller umiddelbart ved siden av avfasningslister. Vibratorhodet skal settes inn minst 150 mm fra en hvilken som helst stripe og flyttes i et systematisk rutemønster over helleområdet. Overvibrasjon nær avfasede strimler - spesielt fleksible gummistrimler - kan føre til at stripen løsner lokalt fra formflaten hvis vibrasjonsfrekvensen resonerer med stripens masse og magnetholdekraft.
For Magnetisk avfasning av gummi strimler, har vibrasjoner ved standardfrekvenser (50–200 Hz) innenfor 150 mm fra stripen vist seg i kontrollerte tester å gi ingen målbar forskyvning forutsatt at den magnetiske holdekraften oppfyller produsentens spesifikasjoner. Ved å bruke underdimensjonerte strimler på en gitt formflate-dimensjon – for eksempel en 5 mm × 5 mm stripe på en støpe som forventes å nå 1,5 m dybde – reduseres holdekraften per arealenhet og øker risikoen for forskyvning under vibrasjon.
Stripping-sekvens og Strip-gjenoppretting
Forskaling skal ikke fjernes før betongen har nådd tilstrekkelig styrke til å motstå kantskader - typisk minst 70 % av designstyrken, som ved standardtemperaturer (20°C) tilsvarer ca. 18–24 timer for standardblandinger. Tidlig stripping ved lavere styrker gir avfasede kanter som smuldrer eller fliser, noe som opphever hele formålet med avfasingen.
Når du fjerner magnetiske avfasede strimler, er den riktige teknikken å starte i den ene enden, ta godt tak i stripen og skrelle den i en spiss vinkel (omtrent 30–45 grader) i forhold til formflaten. Å trekke i 90 grader (rett av ansiktet) plasserer magneten i sin sterkeste orientering og krever mer kraft enn nødvendig. Avskalling i vinkel bryter gradvis den magnetiske kontakten og krever langt mindre innsats. Etter gjenoppretting bør strimler inspiseres for rifter, deformasjoner eller betongvedheft, rengjøres og lagres flatt for å forhindre permanent bøyning.
Velge riktig avfaset kantprodukt: Beslutningskriterier
Å velge et avfaset kantprodukt innebærer å veie flere faktorer samtidig. Følgende rammeverk dekker kriteriene som betyr mest i praksis.
Forskalingstype kompatibilitet
Magnetisk avfasning av gummi strimler er kun egnet der forskalingsflaten er ferromagnetisk - typisk konstruksjonsstål eller jern. De vil ikke feste seg til aluminiumsformer, treformer eller FRP-paneler (fiberforsterket plast). Hvis forskalingssystemet ditt er aluminium eller tømmerbasert, er stive PVC eller aluminium avfasede striper mekanisk festet det riktige valget. Hvis operasjonen din bruker stålformbord (som er standard i europeiske prefabrikker), er magnetisk gummi nesten alltid det overlegne alternativet.
Volum og gjenbruksfrekvens
Hvis et prosjekt involverer færre enn fem bruksområder for en gitt avfasning - et engangsarkitektonisk stykke eller et lite boligstøp - kan det hende at de høyere forhåndskostnadene for magnetiske gummilister ikke er rettferdiggjort. Engangs-PVC til $0,80–$2,00 per meter er økonomisk rasjonell ved lave volum. Ved seks eller flere gjenbruk skifter økonomien avgjørende mot magnetisk gummi, som amortiserer den høyere startkostnaden gjennom brukssyklusene.
Krav til overflatefinish
For betong av klasse A eller arkitektonisk finish - der den avfasede kanten vil være permanent eksponert i den ferdige strukturen - rettferdiggjør den ekstra kantkvaliteten som leveres av magnetiske gummiavfasingslister deres bruk selv ved lavere gjenbruksvolumer. Reparasjon av feil på arkitektonisk betong koster $50–$200 per kvadratmeter i kvalifisert arbeidskraft og materialer; forhindrer selv et lite antall kantdefekter per hellesyklus, betaler premiumproduktet raskt.
Miljø- og sikkerhetshensyn
Engangs PVC-avfasingsstrimler representerer en materialavfallsstrøm som er vanskelig og kostbar å resirkulere - det meste havner på søppelfylling. På en stor prefabrikert operasjon som forbruker 500 meter PVC-avfasningsstrimmel per dag, når den årlige plastavfallsproduksjonen ca. 180 kilometer stripe, eller omtrent 900 kg PVC . Ved å bytte til gjenbrukbare magnetiske gummiavfasningslister eliminerer denne avfallsstrømmen nesten fullstendig, en fordel som i økende grad veier vekt i bærekraftvurderte byggeprosjekter der rapportering av materialavfall er obligatorisk.
Vanlige feil i avfasede kanter og hvordan man kan forhindre dem
De fleste avfasede kantfeil faller inn i et lite antall identifiserbare kategorier. Å forstå årsaken til hver feil fører direkte til det forebyggende tiltaket.
- Blødelinjer ved bunnen av avfasningen: Forårsaket av et gap mellom listen og forskalingsflaten. Forebygging: sørg for at formoverflaten er ren og flat; bruk fleksible gummistrimler som samsvarer med mindre overflateuregelmessigheter; påfør slippmiddel før stripeplassering.
- Kantavskalling under stripping: Forårsaket av stripping før tilstrekkelig betongstyrke eller ved bruk av pirrende verktøy direkte mot betongkanten. Forebygging: verifiser minimumsstyrke før stripping; bruk skrellebevegelser for gummistrimler i stedet for å lirke.
- Betongfinner ved stripeskjøter: Forårsaket av åpninger mellom butted stripeender. Forebygging: kutt strimmelender rent ved 90 grader; bruk kompresjonstilpassede endeprofiler eller tett skjøter med en tynn silikonperle.
- Strimmelforskyvning under vibrasjon: Forårsaket av vibratorplassering for nær listen eller av underdimensjonerte strips med utilstrekkelig holdekraft. Forebygging: hold 150 mm minimumsavstand fra stripen; verifiser spesifikasjonen for magnetisk holdekraft samsvarer med støpedybde og betongtrykk.
- Bølger i den ferdige avfasede kanten: Forårsaket av utbøyning av forskalingspanel under betongtrykk, av stripedeformasjon eller av spikrekrefter som forskyver stive striper under installasjon. Forebygging: bruk tilstrekkelig avstivet forskaling; bytt til magnetisk feste for å eliminere spikreforvrengning.
- Gummistrimmel rives under restitusjon: Forårsaket ved å trekke i 90 grader til formflaten, ved betongbinding til stripeoverflaten (vanligvis på grunn av svikt i slippmiddel), eller ved bruk av en slitt stripe som har mistet fleksibiliteten. Forebygging: skrell ved 30–45 grader; inspisere og erstatte applikasjonsprotokollen for frigjøringsmiddel; trekk striper som viser overflatesprekker eller tap av fleksibilitet.
Vedlikehold og livssyklusstyring av gjenbrukbare avfasningslister
Magnetiske avfasede gummistrimler, som alle gjenbrukbare industriprodukter, krever en grunnleggende vedlikeholds- og inspeksjonsrutine for å oppnå det nominelle antallet gjenbrukssykluser. Operatører som implementerer denne rutinen rapporterer konsekvent levetid på striper på eller over produsentens spesifikasjoner. De som ikke gjør det - vanligvis behandler strips som engangs selv når de ikke er det - ser for tidlige feil som eroderer den økonomiske fordelen ved gjenbruk.
Etter hver bruk
- Tørk av stripen med en fuktig klut for å fjerne alle betongrester mens den fortsatt er myk (innen 30 minutter etter stripping).
- Inspiser gummikroppen for rifter, kutt eller deformasjoner langs profilen. Strimler med rifter lengre enn 10 mm bør tas ut av bruk for å forhindre inntrengning av betong gjennom det skadede området.
- Kontroller endene av stripen for kompresjonsdeformasjon ved skjøtepunkter. Trim skadede ender rent hvis deformasjonen er lokalisert til innenfor 20 mm fra enden.
- Oppbevar strimler flate eller opprullede (med radius ikke tettere enn 300 mm for 10 mm × 10 mm profiler) i et tørt miljø unna direkte sollys og ozonkilder (elektriske motorer, sveiseutstyr).
Periodisk inspeksjon (hver 10.–20. syklus)
Mål den magnetiske holdekraften med en enkel avtrekksmåler. En stripe som viser under 60 % av den opprinnelige spesifiserte holdekraften bør trekkes tilbake - magneten har enten demagnetisert (sjelden i velspesifiserte produkter) eller gummikroppen har deformert nok til å redusere kontaktflaten med stålformen. Sjekk gummioverflatens hardhet kvalitativt ved å trykke med en miniatyrbilde: overflaten skal rykke inn og komme seg umiddelbart. En gummioverflate som forblir innrykket i mer enn 2–3 sekunder, har herdet utover det nyttige området og vil ikke lenger tilpasse seg formflaten tilstrekkelig.
For store operasjoner som kjører tusenvis av meter av Magnetisk avfasning av gummi strip, et enkelt sporingssystem – merking av hver stripe med en produksjonssyklustelling ved hjelp av en malingsmarkør – lar operatører identifisere høysyklusstrimler før de svikter i drift. Dette forhindrer den mest kostbare feilmodusen: en strimmel som svikter midt i produksjonen, som krever nødstripping, reparasjon og potensielt avvisning av betongelementet.