Hva er en hulkjernebetongplate og hvorfor betyr det noe i moderne konstruksjon
A hulkjerne betongplate er et prefabrikert forspent betongelement med langsgående hulrom - typisk sirkulære eller ovale - som går gjennom lengden. Disse hulrommene reduserer den totale vekten til platen med opptil 40–50 % sammenlignet med en solid betongplate med tilsvarende dimensjoner, samtidig som de opprettholder utmerket strukturell ytelse i bøynings-, skjær- og brannmotstand. Denne kombinasjonen gjør hule kjerneplater til et av de mest brukte gulvsystemene i kommersielle bygninger, fleretasjes boligblokker, parkeringsplasser, industrilagre og infrastrukturprosjekter over hele verden.
Kjernekonklusjonen er enkel: hule betongplater gir et overlegent styrke-til-vektforhold, rask installasjonshastighet og redusert materialforbruk. Når den produseres i et moderne prefabrikkert anlegg - hvor presisjonsforskaling, lukkende magneter , og automatiserte støpesenger definerer produksjonskvalitet - disse platene oppfyller konsekvent stramme dimensjonstoleranser og krevende strukturelle spesifikasjoner. Å forstå hvordan de produseres, håndteres og installeres er avgjørende for ingeniører, entreprenører og innkjøpsfagfolk som søker kostnadseffektive gulvløsninger med høy ytelse.
Hvordan hulkjernebetongplater produseres
Produksjon av hulkjernebetongplater skjer nesten utelukkende i prefabrikkerte betonganlegg, ved bruk av en av to dominerende metoder: ekstruderingsprosessen (slip-form) eller våtstøpeprosessen. Hver tilnærming har spesifikke implikasjoner for forskalingssystemet, armeringsoppsett, overflatefinish og rollen til magnetiske festekomponenter.
Ekstruderingsmetode
I ekstruderingsmetoden forspennes en langlinjestøpeseng - typisk 100 m til 150 m lang - med høystrekkfaste ståltråder før betong plasseres. En ekstruderingsmaskin beveger seg langs sengen, og tvinger en stiv, null-slump betongblanding rundt dorer som danner de hule kjernene. Maskinen beveger seg med omtrent 1–2 m per minutt, og etterlater en kontinuerlig plate med jevnt tverrsnitt. Etter herding under isolerte dekker eller i et oppvarmet miljø, diamantsages platen til de nødvendige lengdene.
Fordi selve støpebedet fungerer som den primære støpeformen, er rollen til diskrete forskalingskomponenter begrenset – men sideformer, endestoppere og innebygde innsatser er fortsatt plassert ved hjelp av lukkende magneter for å holde stålkomponenter på plass på den magnetiske støpebordets overflate uten boring eller sveising. Denne ikke-invasive festemetoden er spesielt verdsatt i langlinjeproduksjon fordi den eliminerer skade på dyre stålsenger og tillater rask reposisjonering mellom produksjonssyklusene.
Våtstøpemetode
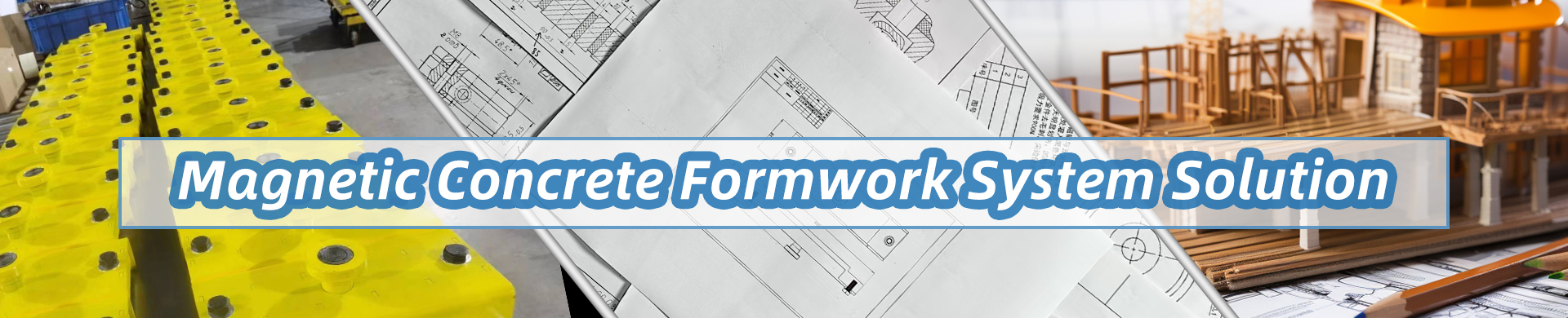
Våtstøpeprosessen bruker individuelle stålformer eller pallebaserte systemer som forskalingselementer monteres på. Her, lukkende magneter - også kjent som magnetiske forskalingsankere eller magnetiske bokser - spiller en sentral og svært synlig rolle. Disse enhetene er plassert på stålpallens overflate og tiltrekker seg gjennom magnetisk kraft for å holde sideskodder, blokkeringer, innsatser og armeringsbur i nøyaktig posisjon under betongstøping og vibrasjon. Holdekreftene varierer mye avhengig av magnetdesign, med vanlige enheter som leverer 600 kg, 900 kg, 1200 kg eller til og med 2100 kg av holdekraft, valgt ut fra vekt og vibrasjonsbelastninger forskalingen skal motstå.
Evnen til å omplassere lukkermagneter i løpet av sekunder – ganske enkelt ved å bytte aktiveringsspaken for å frigjøre magnetfeltet – reduserer oppsetttiden dramatisk sammenlignet med boltede eller sveisede ankere. I et prefabrikkert anlegg med høy ytelse som produserer hule kjerneplater på et karusell eller stasjonært pallesystem, oversetter denne hastigheten direkte til flere produksjonssykluser per skift og lavere arbeidskostnader per enhet.
Rollen til forskalingsmagneter i produksjon av hulkjerneplater
Forskalingsmagneter er konstruerte festeenheter som bruker permanente neodym- eller ferrittmagneter innelukket i et stålhus. Når den aktiveres, lukkes den magnetiske kretsen gjennom stålpallen eller bordflaten, og genererer en kraftig holdekraft. Når den er deaktivert – ved å rotere en spak som beveger en intern holdermagnet – åpnes kretsen og enheten kan løftes løs for hånd. Ingen rester av lim, ingen skadet overflate, ingen spesialverktøy kreves.
Ved produksjon av hulkjernebetongplater tjener forskalingsmagneter flere spesifikke funksjoner:
- Sikring av langsgående sideformer som definerer platebredde og kantprofil
- Hold endeskodder på plass for å etablere platelengde og danne toppoverflaten
- Feste blokkeringsformere over kjerneplasseringer der åpninger for tjenester, søyler eller fester er nødvendig
- Forankring av innstøpte innsatser som løfteløkker, ankerkanaler, gjengede hylser og elektriske ledningsbraketter
- Stabiliserende armeringsbur mot forskyvning ved høyfrekvent betongvibrasjon
Forholdet mellom valg av forskalingsmagnet og betongvibrasjon er spesielt viktig. Vibrerende betong utøver dynamiske krefter på forskalingen som kan være flere ganger den statiske vekten. En lukkermagnet vurdert til 1200 kg statisk holdekraft kan være passende for en form som bare veier 80 kg når vibrasjonsfrekvenser og amplituder er beskjedne, men den samme magneten kan vise seg å være utilstrekkelig under intens intern vibrasjon. Anerkjente produsenter publiserer vibrasjonstestede holdedata sammen med statiske vurderinger, og spesifisering av statisk kraft alene er en vanlig feil som fører til formbevegelse under støping.
Magnettyper og deres anvendelse
| Magnettype | Typisk holdestyrke | Primær bruk i plateproduksjon | Nøkkelfordel |
|---|---|---|---|
| Standard boksmagnet | 600–1.200 kg | Sideformer, endestoppere | Kostnadseffektiv, allment tilgjengelig |
| Kraftig boksmagnet | 1.500–2.100 kg | Tunge stålkantformer, store blokkeringer | Høy vibrasjonsmotstand |
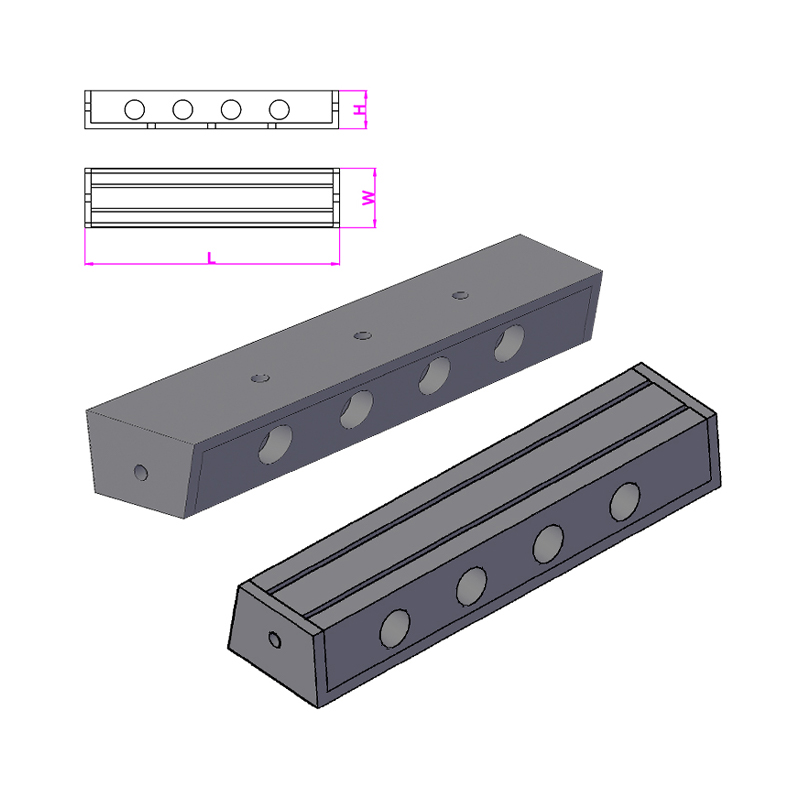
| Sett inn magnet (flat) | 150–400 kg | Ankerkanaler, løftemuffer | Lav profil, passer under innsatser |
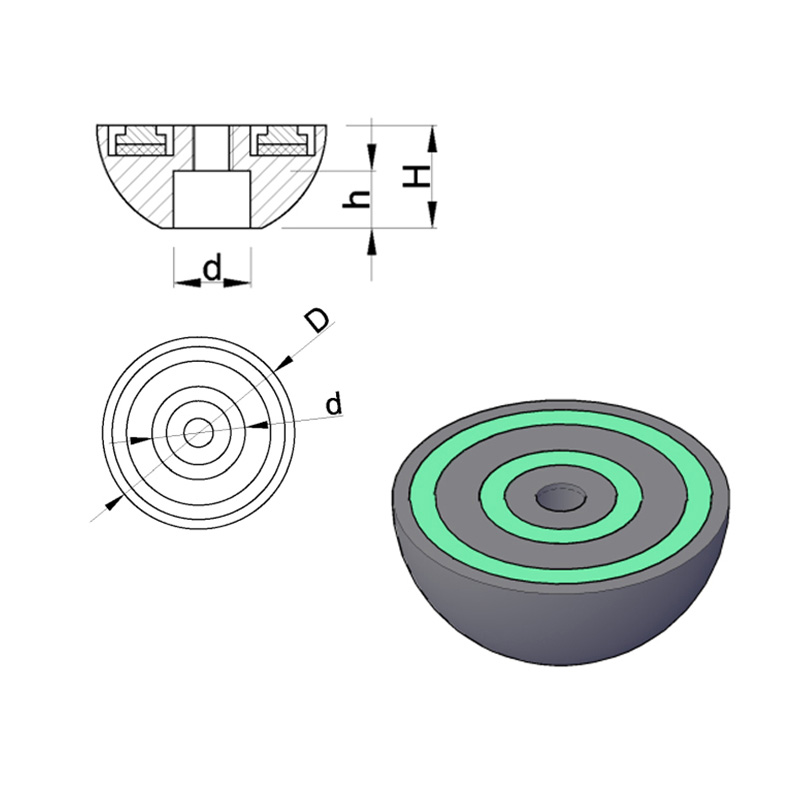
| Magnetisk avfasningsholder | N/A (posisjonsbestemt) | Kantfaslist på plateunderside | Konsekvente kantdetaljer |
| Magnetisk hjørnevinkel | Variabel | 90° veikryss, blokkerte hjørner | Eliminerer fugemasselekkasje i hjørner |
Strukturell ytelse av hulkjernebetongplater
Den strukturelle oppførselen til en hulkjernebetongplate er styrt av dens forspenningsnivå, betongkvalitet, kjernegeometri og spenn-til-dybdeforhold. Standard hulkjerneenheter produseres i dybder fra 150 mm til 500 mm , med bredder typisk 1200 mm. Spennvidder på 6 m til 18 m er vanlige i praksis, med godt utformede dype enheter som når 20 m eller mer under kontrollerte belastningsforhold.
Forspenning påføres gjennom forspente høyfaste ståltråder - typisk med en flytegrense på 1 570 MPa eller 1 860 MPa - forankret til støpebunnen før betong plasseres. Etter at betongen har oppnådd den nødvendige overføringsstyrken (vanligvis 25–30 MPa terning), kuttes eller frigjøres trådene, og forspenningskraften overføres til betongseksjonen ved binding. Dette introduserer en cambering-effekt (bue oppover) som delvis oppveier nedbøyningen under driftsbelastninger.
Typisk belastningsspennytelse
| Dekkedybde (mm) | Spennvidde 6 m (kN/m²) | Spennvidde 9 m (kN/m²) | Spennvidde 12 m (kN/m²) | Spennvidde 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Disse figurene illustrerer hvorfor hulkjernedekker er spesifisert for middels til lange spenn i kontorbygg og parkeringsplasser, hvor pålagte laster på 2,5–5,0 kN/m² er standard og spenn på 9–14 m er økonomisk attraktive. Forspenningen eliminerer behovet for sekundære stålbjelker i mange tilfeller, reduserer den strukturelle dybden til gulvsonen og sparer betydelig høyde – ofte 300–500 mm per etasje – over levetiden til et fleretasjes prosjekt.
Brannmotstand
Betongplater med hul kjerne gir iboende brannmotstand gjennom den termiske massen til betongen og dybden av dekke til forspenningsstrengene. En 200 mm plate med 35 mm dekke til strengens tyngdepunkt oppnås typisk REI 120 (to timers strukturell brannmotstand) under standard branneksponering. Dypere enheter med større dekning oppnår lett REI 180 eller REI 240, og oppfyller de mest krevende brukskravene uten ekstra brannbeskyttelse. Dette er en stor fordel i forhold til stål- eller tømmeralternativer, som krever svellende belegg, sprinklersystemer eller innkapsling for å oppnå tilsvarende karakterer.
Forskalingssystemer og magnetisk fiksering i det prefabrikerte anlegget
Kvaliteten på en hulkjernebetongplate er uatskillelig fra kvaliteten på forskalingssystemet som brukes til å produsere den. Enten anlegget bruker et stasjonært pallesystem, en roterende karusell eller støpesenger med lange linjer, bestemmer presisjonen som forskalingen settes og sikres med dimensjonsnøyaktigheten, overflatefinishen og konsistensen til de ferdige elementene.
Pallekarusellsystemer
I en moderne pallekarusell beveger stålpaller seg gjennom en fast sekvens av stasjoner: rengjøring, formsetting, armeringsplassering, betongstøping, vibrasjon, herding, avforming og elementtransport. Hele syklusen går vanligvis over 24 timer, med flere paller i sirkulasjon samtidig. Ved formsettingsstasjonen plasserer operatører sideformer og innsatser ved hjelp av lukkende magneter i henhold til den CNC-genererte eller tegningsbaserte layouten for hvert element. Fordi pallens overflate er en presisjonsslipt stålplate, oppnår magnetene jevn kontakt og holdekraft over hele området.
Effektivitetsgevinsten ved magnetisk forskalingsfeste i et karusellsystem er betydelig. Studier fra europeiske prefabrikater rapporterer konsekvent 30–50 % reduksjon i størknetid sammenlignet med boltede eller sveisede ankersystemer. På et anlegg som produserer 80–120 paller per dag, betyr dette timer med spart arbeidskraft per skift og en målbar reduksjon i produksjonskostnad per kvadratmeter plate.
Langlinjestøpesenger for ekstrudert hulkjerne
Ved langlinjeekstrudering oppfylles den primære forskalingsfunksjonen av selve støpelaget - en flat, glatt stål- eller polymerbelagt overflate som ekstruderen beveger seg langs. Imidlertid brukes lukkemagneter og relaterte magnetiske ankersystemer til å holde:
- Strandavvisere og avvikere som profilerer forspenningsbanen
- Langsgående sideskinner som definerer platebredden før ekstruderen starter
- Kjerneblokkeringsformere som skaper åpninger for servicegjennomføringer på spesifiserte steder
- Armeringsstenger eller netting lagt til den våte betongoverflaten for komposittforbindelser
Den ikke-invasive karakteren til magnetisk fiksering er spesielt verdsatt på langline senger, der overflaten må forbli uskadet gjennom tusenvis av produksjonssykluser. Enhver overflateskåring eller grop forårsaket av boring eller sveising blir en kilde til fugemasselekkasje og klebing, noe som øker avformingskraften og overflatedefekter på den ferdige plateunderlaget.
Velge riktig lukkemagnet
Å velge riktig forskalingsmagnet for en spesifikk produksjonsapplikasjon for hulkjerneplater krever vurdering av flere faktorer utover bare å matche holdekraften for å danne vekt:
- Pall eller bordtykkelse: Magneter er designet for å fungere med spesifikke ståltykkelser (vanligvis 10–25 mm). For tynn og den magnetiske kretsen er ufullstendig; for tykk og holdekraften synker betydelig.
- Betongvibrasjonsmetode: Eksterne bordvibratorer genererer høyere dynamiske krefter enn interne nålevibratorer. Magneter i eksternt vibrerte systemer trenger høyere nominelle holdekrefter - ofte 1,5 til 2 ganger det statisk beregnede kravet.
- Ferskvannstrykk og betonghode: I høye elementer eller hvor betong plasseres raskt, kan hydraulisk trykk mot former overstige enkle vektberegninger. Magneten må motstå både vertikal løftekraft og sidetrykk.
- Formmateriale og geometri: Stålformer overfører magnetisk kraft direkte; aluminium eller plastformer krever stålbunnplater for å fungere som mellomledd mellom magneten og det ikke-ferromagnetiske formmaterialet.
- Driftsmiljø: Anlegg med kraner, elektriske motorer eller andre elektromagnetiske kilder kan kreve magneter med skjermet hus for å forhindre utilsiktet deaktivering eller interferens.
Ledende produsenter – inkludert Ratec, Halfen, Sommer og andre – tilbyr teknisk støtte for magnetvalg og publiserer detaljerte tekniske datablad med statisk holdekraft, vibrasjonstestet kraft, driftstemperaturområde og sykluslevetid (vanligvis vurdert for 500 000 til 1 000 000 aktiveringssykluser før interne komponenter krever inspeksjon).
Transport, håndtering og installasjon av hule kjerneplater
Når de er støpt, herdet og saget til lengden, må hule betongplater løftes, transporteres og installeres med forsiktighet. Den forspente delen er optimalisert for positiv bøyning i spennretningen; feil håndtering som introduserer negativ bøyning eller tverrgående belastning kan forårsake sprekker ved den forhåndskomprimerte (soffit) overflaten - skade som er vanskelig å oppdage og kan kompromittere strukturell ytelse.
Krav til løfte og transport
Hulkjerneplater skal løftes ved hjelp av spesialdesignede klemmer eller bjelke-og-sprederarrangementer som påfører belastning på punkter innenfor designløftesonen - vanligvis ikke mer enn L/5 fra hver ende, der L er platelengden. For plater over 10 m er en trepunkts- eller firepunktsløft med spredebjelke standard praksis for å kontrollere bøyemomenter.
På stedet installeres plater med kran direkte på bærebjelker, vegger eller konsoller. Lagerlengden i hver ende må oppfylle minimumskrav - vanligvis 75 mm på stål- eller prefabrikkerte betongstøtter og 100 mm på mur eller in-situ betong — for å sikre tilstrekkelig lastoverføring og forhindre endeskader under driftsbelastninger. Neopren- eller mørtellagerputer brukes for å fordele kontaktspenningen og tilpasse dimensjonstoleranser.
Fuging av langsgående ledd
Tilstøtende hulplater i et gulv kobles sammen ved å fuge langsgående skjøter mellom enheter. Fugemassen - typisk en Portland-sementblanding med et lavt vann-sementforhold - fyller den koniske eller kilede skjøten og, når den er herdet, overfører den horisontal skjærkraft mellom enhetene, slik at gulvet kan fungere som en diafragma. I seismisk design er denne diafragmavirkningen kritisk for å fordele sidekrefter til det vertikale strukturelle systemet. Fugemassen er ofte forsterket med langsgående strekkstenger plassert i de åpne kjernene i kantene og fuget inn, og gir kontinuitetsarmering på tvers av fugen.
Presisjonen til den langsgående skjøten avhenger delvis av hvor nøyaktig kantformen ble holdt under støpingen - et annet punkt hvor lukkende magneter og relatert magnetisk festetilbehør påvirker direkte kvaliteten på det installerte gulvet. En form som beveget seg med 3–5 mm under støping kan gi en fugegeometri som er vanskelig å fuge helt, og etterlater tomrom som reduserer skjæroverføring og vannmotstand.
In-Situ Betong Topping
Mange hulkjernede dekkegulv er spesifisert med en strukturell in-situ betongbelegg, typisk 50–75 mm tykk, støpt over de ferdigstøpte enhetene etter installasjon. Denne toppingen har flere formål:
- Den jevner ut gulvoverflaten, og kompenserer for forskjellig camber mellom tilstøtende plater
- Den skaper en robust membran ved å koble alle enheter med en kontinuerlig forsterket plate
- Den tillater integrering av gulvbelegg, gulvvarme eller tjenester innenfor toppdybden
- Når den er utformet sammensatt, øker den den strukturelle dybden og bæreevnen til gulvet
Overflaten på hulkjerneplater produsert ved ekstrudering etterlates med hensikt grov - ekstruderingsprosessen etterlater en korrugert eller stripete tekstur som gir mekanisk binding til toppingen. Våtstøpte enheter krever overflatepreparering (vanligvis kuleblåsing eller mekanisk skjæring) for å oppnå tilsvarende bindestyrke, noe som legger til et produksjonstrinn og tilhørende kostnader.
Bærekraft og materialeffektivitet for hulkjernebetongplater
Byggeindustrien står overfor økende press for å redusere karbon- og materialforbruket. Betongplater med hul kjerne kan sammenlignes med alternative gulvsystemer på flere bærekraftsmål, spesielt når hele livssyklusen vurderes.
Redusert betong- og stålvolum
Ved å fjerne betongen fra kjernesonen - hvor den bidrar lite til bøyemotstanden - bruker hulkjerneproduksjon 30–45 % mindre betong per kvadratmeter enn en tilsvarende massiv plate ved samme spennvidde og bæreevne. Bruken av høyfast spennstål (1 860 MPa) i stedet for konvensjonell armering av bløtt stål (500 MPa) betyr at den totale vekten av stål per arealenhet også reduseres betydelig: en hulkjerneplate kan bruke bare 2–4 kg/m² spennstreng, sammenlignet med 8–15 kg/m² med armeringsjern designet for samme ytelse i en armeringsplate.
Denne reduksjonen i materiale reduserer direkte karbonet i gulvkonstruksjonen. Bransjetall antyder at en typisk 265 mm hulkjerneplate har et karbon på ca. 100–130 kg CO₂e/m² , sammenlignet med 160–200 kg CO₂e/m² for en in-situ solid flat plate med tilsvarende strukturell kapasitet.
Fabrikkproduksjon og avfallsreduksjon
Fabrikkproduksjon under kontrollerte forhold minimerer materialavfall fra overbestilling, søl og omarbeiding. Betongavfall ved et godt administrert prefabrikert anlegg kjører typisk på 1–3 % av produksjonsvolumet, sammenlignet med 5–10 % eller mer på en konvensjonell in-situ-plass. Bruken av forskalingsmagneter og gjenbrukbare stålformer reduserer forskalingsavfallet ytterligere; en høykvalitets stålform brukt med magnetisk forankring kan gjenbrukes i tusenvis av produksjonssykluser, mens tømmerforskaling på et sted på stedet vanligvis kasseres etter en håndfull bruk.
Betraktninger ved livets slutt
Ved slutten av levetiden kan hulkjernebetongplater brytes ned og resirkuleres som tilslag for veiunderlag, fyllmateriale eller - i mer avanserte resirkuleringsstrømmer - reprosesseres til betongtilslag. Forspenningsstrengen kan gjenvinnes og resirkuleres som skrapstål. Ingen av prosessene er perfekte, og noe karbon går tapt ved riving og transport, men den relative enkelheten i materialsammensetningen (betong pluss stål) gjør hulkjerneplater enklere å resirkulere enn komposittsystemer som involverer flere sammenbundne materialer.
Vanlige applikasjoner og prosjekteksempler
Hulkjernebetongplater er spesifisert på tvers av et bredt spekter av bygningstyper og infrastrukturapplikasjoner. Deres allsidighet stammer fra det brede spekteret av tilgjengelige dybder, evnen til å imøtekomme servicegjennomføringer og innstøpte fester (plassert nøyaktig ved hjelp av magnetiske forskalingsankere under produksjon), og deres kompatibilitet med en rekke støttestrukturer.
Fleretasjes boligbygg
I boligbygging er 200–265 mm hulkjerneplater som strekker seg 5–9 m mellom bærende vegger eller bjelker en standardspesifikasjon over hele Nederland, Skandinavia, Sentral-Europa og Storbritannia. En 15-etasjes boligblokk med prefabrikkerte hule gulv kan være vanntett på 8–12 uker fra første etasje, sammenlignet med 20–30 uker for en tilsvarende in-situ betongkonstruksjon. Den vanlige planløsningen til boligbygg passer spesielt godt til den ensartede bredden og standardspennvidden til hule kjerneenheter.
Kommersielle kontorbygg
Kontorbygg krever lengre spenn for fleksibilitet i åpen planløsning, typisk 9–14 m. Dype hulkjerneplater (320–400 mm) med høye forspenningsnivåer er designet for å bære pålagte belastninger på 3,5–5,0 kN/m² over disse spennene uten sekundærbjelker. Den eksponerte undersiden av hule kjerneplater – iboende flate og glatte fra ekstruderings- eller våtstøpeprosessen – blir i økende grad synlig som et designelement, og unngår kostnadene ved nedhengte tak og oppnår fordeler med termisk masse som reduserer toppkjølebelastningen med 15–25 % i veldesignede, naturlig ventilerte bygninger eller blandede bygninger.
Parkeringsplasser
Parkeringsplasser i flere etasjer er et av de mest krevende miljøene for prefabrikkert betong: spennvidder på 15–18 m er vanlige, konsentrert hjulbelastning kan nå 30–60 kN per aksel, og strukturen er utsatt for avisingssalter, fryse-tine-sykluser og fuktighet. Hule kjerneplater i parkeringsplasser er typisk 400–500 mm dyp , produsert med høye betongkvaliteter (C50/60 eller høyere) og lave vann-sementforhold for å maksimere holdbarheten. De tynne banene mellom kjernene krever nøye betongblandingsdesign – lav maksimal tilslagsstørrelse, tilstrekkelig bearbeidbarhet – og presis komprimering, noe som tilrettelegges av det kontrollerte produksjonsmiljøet og kvalitetskontrollsystemene til det prefabrikerte anlegget.
Industri- og lagerbygninger
Lager, distribusjonssentre og produksjonsanlegg bruker hule kjerneplater i mesaningulv, forhøyede lastebrygger og bakkestøttede gulv på pelekapper. I disse applikasjonene reduserer muligheten til å forhåndsinstallere innstøpte løftemuffer, forankringskanaler for reolsystemer og elektriske ledninger – alt plassert ved hjelp av magnetiske forskalingsankere under produksjon av anlegget – betraktelig på stedets fikseringskostnader og programrisiko.
Kvalitetskontroll og standarder for hulkjernebetongplater
Hule betongplater produsert i Europa må overholde EN 1168:2005 A3:2011 — den harmoniserte produktstandarden for prefabrikerte hulkjerneplater av betong. Denne standarden spesifiserer ytelseskrav for strukturell motstand, brannmotstand, farlige stoffer, dimensjonstoleranser og akustisk ytelse, sammen med krav til fabrikkproduksjonskontroll, testing og CE-merking.
Viktige dimensjonstoleranser under EN 1168 inkluderer:
- Lengde: ±20 mm for plater inntil 6 m; ±0,3 % av lengden for plater over 6 m
- Bredde: ±5 mm
- Dybde: ±5 mm
- Retthet: ≤L/600, maks 20 mm
- Kvadrat på ender: ≤10 mm
- Camber: 15/−5 mm for plater opp til 12 m
Oppnåelsen av disse toleransene avhenger konsekvent av kvaliteten til hele produksjonskjeden – fra blandingsdesign og betongblanding, gjennom strengstrammingsnøyaktighet, til forskalingsinnstilling og inspeksjon etter støping. Bruken av lukkermagneter og tilhørende magnetiske posisjoneringssystemer bidrar til dimensjonsnøyaktighet ved å eliminere posisjonsdriften som oppstår med konvensjonelle boltede former under vibrasjon, og ved å muliggjøre rask, presis reposisjonering når innstillingsoppsett endres.
Utover dimensjonstoleranser krever EN 1168 og de støttende Eurocode-designstandardene (EN 1992-1-1, EN 1992-1-2) detaljert strukturell verifisering som dekker bøying, skjæring, stansing, endeforankring og brannmotstand. Designprosessen for et hulkjernegulv involverer å bestemme maksimalt spenn for den nødvendige lasten, velge passende platedybde og strengarrangement fra produsentens lasttabeller, kontrollere bærelengden, verifisere membranvirkningen til det fugede gulvet og koordinere servicegjennomføringer med konstruksjonsingeniøren.
Sammenligning av hule kjerneplater med alternative gulvsystemer
Å velge mellom betongplater med hul kjerne og konkurrerende gulvsystemer krever veiing av strukturell ytelse, programhastighet, kostnad, bærekraft og stedsbegrensninger. Intet enkelt system vinner på hvert kriterium, men hule kjerneplater har klare fordeler i spesifikke scenarier.
| Kriterium | Hulkjerneplate | In-Situ flat plate | Kompositt ståldekk | Solid forhåndsstøpt plate |
|---|---|---|---|---|
| Typisk spennvidde | 6–20 m | 5–12 m | 3–9 m (dekk) bjelker | 3–7 m |
| Vekt (selv) | Lav–middels | Høy | Lav–middels | Høy |
| Installasjonshastighet | Veldig fort | Sakte (forskaling, herding) | Rask | Rask |
| Brannmotstand (ingen ekstra beskyttelse) | REI 60–240 | REI 60–180 | Typisk REI 30–60 | REI 60–180 |
| Materialeffektivitet | Høy | Lavt | Middels | Lavt |
| Akustisk ytelse | Bra (med avrettingsmasse) | Bra | Fair (krever behandling) | Bra |
| Tjenesteintegrasjon | Middels (cores usable) | Høy (flexible) | Høy | Lavt |
Kjernene i seg selv gir en nyttig fordel for bygningstjenester: i noen designtilnærminger brukes de langsgående hulrommene som luftkanaler for oppvarming, kjøling eller ventilasjon, og passerer betinget luft gjennom platen for både å betjene den okkuperte plassen og bruke den termiske massen til betongen til herding. Denne tilnærmingen til termisk aktivert byggesystem (TABS) har blitt implementert i en rekke kontorprosjekter i Sentral-Europa, med målbare reduksjoner i toppkjølebehov på opptil 30–40 % sammenlignet med konvensjonelle luftsidesystemer.
Praktiske vurderinger for spesifikasjoner og entreprenører
Spesifisering eller anskaffelse av hulkjernebetongplater krever samarbeid med produsenten tidlig i designprosessen. I motsetning til in-situ betong, som kan justeres på stedet, er hule kjerneplater dimensjonsfestet i fabrikken. Endringer etter produksjon - utskjæringer, ekstra fester, armeringsmodifikasjoner - er teknisk mulig, men kostbart og tidkrevende. Å få informasjonsflyten rett på designstadiet er avgjørende.
Informasjon som kreves på designstadiet
- Strukturelle belastninger: egenvekt, overlagret død (avrettingsmasse, skillevegger, finish), pålagt (beleggskategori) og eventuelle konsentrerte belastninger fra anlegg, lager eller kledningsfester
- Klare spenn- og lagerforhold ved hver støtte, inkludert eventuelle ikke-parallelle støtter eller skjev geometri
- Brannmotstandsklasse kreves for gulvsonen
- Plassering, størrelse og innramming av alle servicegjennomføringer, inkludert MEP-hylser, dreneringsrør, strukturelle søyler som går gjennom gulvet, og heissjaktåpninger
- Innstøpte fester som kreves: ankerkanaler, løftemuffer, festebolter, rørstubber – som alle er plassert ved hjelp av magnetiske forskalingsankere og innstøpt under fabrikkproduksjon
- Krav til akustisk ytelse, spesielt for boligprosjekter eller prosjekter med blandet bruk der støt og luftbåren lyd må oppfylle regulatoriske standarder
- Nedbøyningsgrenser og camber-forventninger, spesielt der sprø overflater (fliser, terrazzo) vil bli påført direkte på plateoverflaten
Stedskoordinering for installasjon
På stedet krever installasjon av hule kjerneplater koordinering av krankapasitet, adkomstveier, midlertidig støtte (hvis det kreves av den strukturelle utformingen), og sekvensering av fuging, toppstøping og strukturelle tilkoblingsdetaljer. Krankapasitet er ofte den kritiske begrensningen : en 400 mm hulkjerneplate 12 m lang og 1,2 m bred veier omtrent 5 000–5 500 kg. På et begrenset byområde hvor kranens rekkevidde reduserer løftekapasiteten, kan dette kreve å redusere platelengden eller spesifisere en lettere enhet – en beslutning som går tilbake til spenn-, last- og støttekonstruksjonsdesign.
Fuging av fuger bør følge produsentens spesifikasjoner nøyaktig. Bruk av fugemasse som er for våt gir en porøs, svak fuge som er utsatt for sprekker; for tørr og det kan hende at den ikke fyller den koniske skjøtprofilen helt, og etterlater tomrom. Fugefuging på store gulvarealer bør planlegges som en kontinuerlig operasjon, med tilstrekkelig personell og blandekapasitet for å unngå kalde fuger innenfor et enkelt fugeløp.
Kontroller etter installasjon
Etter montering og fuging bør det ferdige hulkjernegulvet inspiseres for:
- Differensial camber mellom tilstøtende enheter — akseptabel innenfor ±5 mm uten topping; hvis større, kan det være nødvendig med ekstra avrettingsdybde for å oppnå en jevn overflate
- Fugefullhet i alle langsgående og tverrgående fuger
- Slutt med lagertilstrekkelighet ved alle støtter
- Tilstanden til innstøpte innsatser - eventuelle skadede eller feilplasserte innsatser bør rapporteres og utbedres før topping eller finish påføres
- Fravær av håndteringsskader: sprekker i plateendene, avskalling i lagerområder eller langsgående sprekker i banene som kan indikere transport- eller monteringsskader
Innovasjoner innen hulkjerneteknologi og magnetiske forskalingssystemer
Den prefabrikerte betongindustrien fortsetter å utvikle både hulkjerneproduktet og produksjonssystemene som brukes til å produsere det. Flere områder med aktiv utvikling er verdt å merke seg for de som tar langsiktige beslutninger om infrastrukturinvesteringer.
Ultra-høyytelsesbetong i hulkjerneproduksjon
Forskning på ultrahøyytelsesbetong (UHPC) for hulkjerneapplikasjoner pågår i flere europeiske og asiatiske forskningsprogrammer. UHPC-blandinger med trykkstyrker på 150–200 MPa gjør at banetykkelser kan reduseres ytterligere, reduserer egenvekten samtidig som skjærkapasiteten opprettholdes. Produksjonsutfordringen er at UHPC ikke er kompatibel med standard ekstruderingsutstyr - fiberarmeringen og blandingsviskositeten krever modifiserte støpemetoder - og rollen til lukkende magneter and precision magnetic formwork systems Ved å plassere de tynnere formene med høyere nøyaktighet blir de enda mer kritiske.
Automatisering og robotikk i forskalingssetting
Flere prefabrikkerte utstyrsprodusenter tilbyr nå robotiske forskalingssystemer som leser elementoppsettet fra en BIM-modell og automatisk plasserer sideformer, endestoppere og innsatser på pallens overflate. Disse systemene bruker vanligvis portalroboter med synssystemer for å plukke og plassere forskalingskomponenter ved hjelp av lukkende magneter som den endelige festemekanismen - roboten posisjonerer formen, og det magnetiske ankeret aktiveres for å låse det på plass. Tidlige brukere av disse systemene rapporterer om støpeinnstillingsnøyaktighet på ±1–2 mm og syklustider godt under manuell innstilling, med jevn kvalitet og redusert tretthet til operatøren.
Digital integrasjon og smart produksjon
Moderne prefabrikker integrerer i økende grad digital tvillingteknologi – en sanntids virtuell modell av produksjonsgulvet – med kvalitetskontrollsystemer, lagerstyring og logistikk. Hvert element tildeles en unik QR-kode eller RFID-tag på produksjonsstedet, som knytter dens digitale post til den spesifikke batchen av betong, trådparti, magnetfaste innsatsposisjoner og dimensjonssjekkresultater. Denne sporbarheten etterspørres i økende grad av hovedentreprenører og kunder på komplekse prosjekter hvor det kreves strukturell ansvarlighet over byggets 50–100 år lange levetid.
Presisjonen til magnetisk forskalingsfiksering – kombinert med laserskannende kvalitetskontroller av det ferdige elementet før utsendelse – utgjør en del av denne digitale kvalitetskjeden. En plate som består alle dimensjonskontroller, betongstyrkeregistreringer og visuell inspeksjon sendes med en fullstendig produksjonspost tilgjengelig ved QR-skanning på stedet, noe som gjør det mulig for bygningsingeniøren eller bygningseieren å verifisere samsvar uten kun å stole på papirsertifikater.








