Hva er Chamfered Edge Concrete og hvorfor det betyr noe
Avfaset kantbetong refererer til betongelementer - vegger, søyler, plater, bjelker og prefabrikkerte paneler - der det skarpe 90-graders hjørnet er erstattet med en vinklet eller skrå flate, vanligvis kuttet i 45 grader. Resultatet er en ren diagonal overflate som løper langs kanten. Dette er ikke rent kosmetisk. En avfaset kant reduserer spenningskonsentrasjonen ved hjørner med opptil 30 % sammenlignet med firkantede kanter , noe som betyr færre spon, sprekker og avskallede hjørner i løpet av strukturens levetid.
Utover strukturell ytelse, har avfasede kanter en kritisk sikkerhetsfunksjon. Eksponerte firkantede betonghjørner er beryktet for å forårsake kutt og slitasje - en reell fare i varehus, parkeringskonstruksjoner, offentlige bygninger og infrastrukturprosjekter. Et skrå hjørne gjør at risikoen blir sløvet umiddelbart. I arkitektonisk arbeid skaper den vinklede avsløringen også skyggelinjer som gir visuell dybde og raffinement til en ellers flat overflate.
Den vanligste avfasningsstørrelsen i generell konstruksjon er en 20 mm × 20 mm (¾ tomme) 45-graders skråkant , selv om arkitektoniske prosjekter ofte bruker 10 mm, 15 mm, 25 mm eller tilpassede profiler. Prefabrikkerte betongprodusenter spesifiserer ofte dypere avfasninger - 30 mm eller 40 mm - for å skape sterkere visuell artikulasjon mellom panelene.
Hvordan avfasede kanter dannes i betong
Det er to grunnleggende tilnærminger for å lage en avfaset kant på betong: å forme avfasingen før støpingen ved å bruke avfasede strimler plassert inne i forskalingen, eller kutte og slipe fasingen etter at betongen har herdet. Pre-pour forming er den desidert mer vanlige og kostnadseffektive metoden i profesjonell konstruksjon.
Pre-Pour avfasningsstrimler
Fasstrimler - også kalt fasinnsatser eller kantinnsatser - er trekantede materialstykker festet inne i forskalingen i hjørnene før betong støpes. Når formene er strippet, trekkes stripen bort for å avdekke en perfekt skrå kant. Denne metoden krever ingen sekundære operasjoner og legger minimalt med tid til formingsprosessen.
De tre vanligste avfasningsmaterialene er skum (polyuretan eller polyetylen), PVC/plast og gummi. Hver har sin egen ytelsesprofil. Skumremser er rimelige og fleksible, men utsatt for riving under fjerning av skjemaet, og etterlater fragmenter festet til betongoverflaten som må plukkes ut for hånd - en tidkrevende prosess for feilretting. PVC-strimler er mer holdbare, men krever mekanisk festing med spiker, skruer eller lim, noe som tilfører arbeidskraft og etterlater festehull i forskalingsflaten.
Post-Pour kutting og sliping
Når det kreves avfasing på herdet betong som ikke er formet med avfasningslist, bruker entreprenører vinkelslipere utstyrt med diamantslipeskiver eller betongfreser med avfasing. Denne tilnærmingen er betydelig dyrere - utstyrskostnader, arbeidstid og støvhåndtering summerer seg. A 15-meters løp med avfaset kant dannet under støping koster omtrent 60–70 % mindre enn den tilsvarende kanten produsert ved etterherdende sliping . Etterstøpingsmetoder er vanligvis forbeholdt renoveringsarbeid eller retting av formingsfeil.
Magnetisk avfasing Strips: Den profesjonelle standarden for stålforskaling
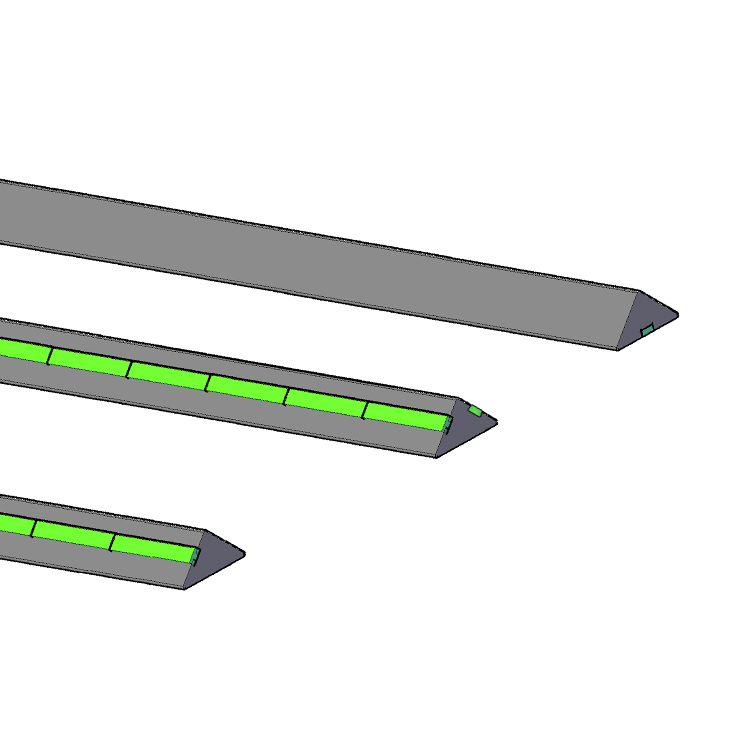
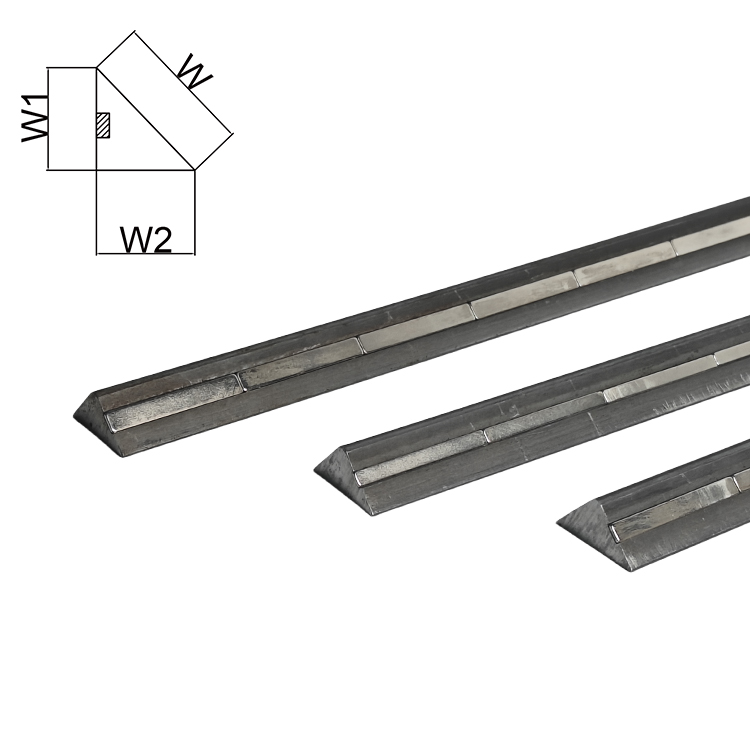
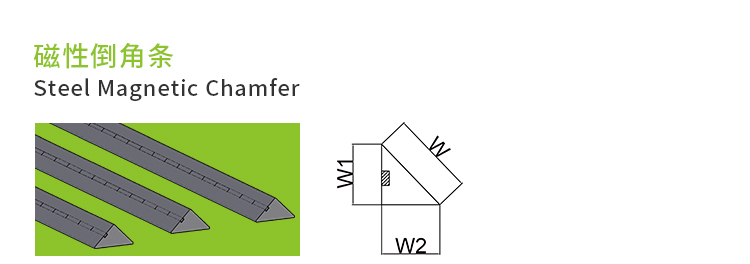
Ved prefabrikert betongproduksjon og in-situ arbeid med stålforskaling har magnetiske avfasningslister blitt den dominerende festeløsningen. En magnetisk avfasningsstrimmel er en trekantet avfasningsinnsats med en kontinuerlig ferritt- eller neodymmagnet innebygd langs basen. Magneten holder stripen fast mot stålformflaten uten skruer, spiker, klips eller lim. Posisjonering tar sekunder. Reposisjonering går like raskt.
Magnetiske avfasede strimler er gjenbrukbare over hundrevis av støpesykluser , noe som gjør deres høyere enhetskostnad irrelevant når de beregnes på per-bruk-basis. En magnetisk avfasningslist av kvalitet i PVC eller gummi koster tre til fem ganger mer enn en engangs skumstrimmel, men hvis den overlever 300 støpinger – et rimelig tall for en godt vedlikeholdt stripe – er kostnaden per støping en brøkdel av engangsalternativet.
Hvordan magnetiske avfasningslister fungerer
Kroppen til en magnetisk skråstrimmel er vanligvis laget av stiv PVC, fleksibel gummi eller en kombinasjon av begge. Den trekantede profilen sitter i hjørnet av stålformen, og den flate bunnflaten er i kontakt med ståloverflaten. Innebygde magneter – vanligvis plassert med 50 mm til 150 mm intervaller langs stripen – genererer en holdekraft som motstår både sideforskyvning under betongvibrasjoner og vertikal bevegelse under støping. De fleste produsenter produserer strips i standard lengder på 1000mm, 1500mm og 2000mm , med skjøter sammen for lengre løp.
Magnetspesifikasjonen betyr noe. Ferrittmagneter er kostnadseffektive og fungerer godt i standard produksjonsmiljøer. Neodymmagneter (sjeldne jordartsmetaller) gir betydelig sterkere hold - viktig når avfasningslisten er plassert på vertikale eller overliggende formflater, eller når betong er plassert med høyenergi-interne vibratorer som skaper betydelig sidetrykk på forskalingsinnsatsene.
Kvalitet på overflaten
En av de tydeligste fordelene med magnetiske avfasede strimler fremfor skumekvivalenter er overflatekvalitet. Skum absorberer fuktighet og kan etterlate en grov, porøs tekstur på det avfasede ansiktet. Magnetstrimler av PVC og gummi gir en tett, jevn finish på skråkanten som matcher eller overgår finishkvaliteten til den tilstøtende formede overflaten. For arkitektonisk betong - hvor overflatefeil er uakseptabel - er denne forskjellen avgjørende.
Sammenligning av fasstrimmeltyper: en praktisk oversikt
Valg av riktig avfasningslist avhenger av forskalingstype, prosjektskala, nødvendige gjenbrukssykluser og finishspesifikasjoner. Tabellen nedenfor oppsummerer de viktigste avveiningene.
| Type | Festemetode | Forskalingskompatibilitet | Gjenbruk sykluser | Overflatefinish | Typisk kostnad |
|---|---|---|---|---|---|
| Skumstrimmel | Lim / spiker | Tømmer, kryssfiner | 1–3 | Grei (porøs) | Veldig lavt |
| PVC-strimmel (spikret) | Spiker / skruer | Tømmer, kryssfiner | 10–30 | Bra | Lav–middels |
| Gummilist | Lim / klips | Stål, tømmer | 50–150 | Veldig bra | Middels |
| Magnetisk avfasing Strip (PVC) | Innebygd magnet | Kun stål | 200–500 | Utmerket | Middels–high |
| Magnetisk avfasing Strip (rubber) | Innebygd magnet | Kun stål | 300–600 | Utmerket | Høy |
Standard avfasningsstørrelser og når de skal brukes hver
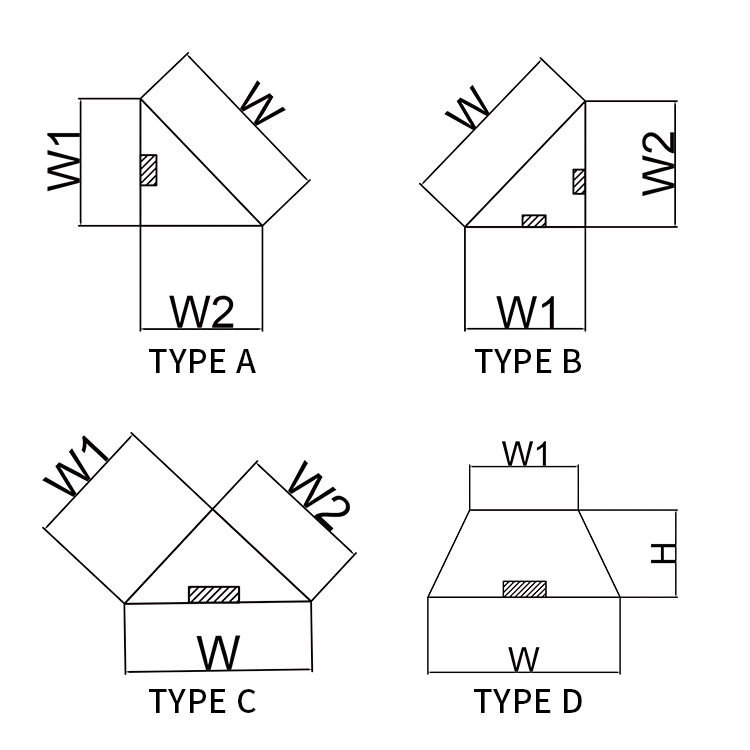
Fasedimensjoner er spesifisert som benlengden til det rettvinklede trekantens tverrsnitt. En "20 mm avfasning" betyr at begge bena på trekanten er 20 mm, noe som gir en 28 mm diagonal flate ved 45 grader. Her er hvordan størrelsesvalg vanligvis tilordnes applikasjonstype:
- 10 mm × 10 mm: Lette boligarbeider, innvendige hjørner på vegger og søyler hvor minimalt avdekke ønskes. Brukes ofte i boligbygging for å redusere flisrisiko uten en tydelig visuell skråkant.
- 15 mm × 15 mm: Generell kommersiell konstruksjonsstandard for søyler, bjelker og veggkanter i kontor- og detaljhandelsprosjekter. Balanserer synlighet og praktisk.
- 20 mm × 20 mm: Den mest brukte størrelsen i sivil og konstruksjonsbetong. Brukes på brostøtter, støttemurer, industrigulv og prefabrikerte elementer. Den 20 mm avfasning er standard spesifisert størrelse i de fleste nasjonale betongkoder når ingen bestemt størrelse er oppgitt.
- 25 mm × 25 mm: Infrastrukturarbeid inkludert tunneler, underganger og tunge sivile der kanter er utsatt for støtbelastning fra kjøretøy eller maskineri.
- 30 mm × 30 mm og over: Arkitektoniske prefabrikerte fasader, synlige tilslagspaneler og karakteristiske strukturelle elementer der skyggelinjen er et tilsiktet designtrekk. Brukes også i aggressive miljøer (marin, kjemisk eksponering) der en større avfasing flytter hjørnet bort fra sonen med maksimal forringelse.
Ikke-standard profiler finnes også. Noen prefabrikkerte bruker en avfasning i forholdet 1:2 eller 1:3 (en grunn skråning i stedet for 45 grader) for å skape en annen skyggelinjeeffekt. Magnetiske avfasningslister er tilgjengelige i disse tilpassede profilene fra spesialforskalingsleverandører, selv om ledetider og minimumsbestillingsmengder gjelder.
Installere avfasningslister på riktig måte: Vanlige feil og hvordan du unngår dem
Feil montering av avfasningslister er en av de viktigste årsakene til kantfeil i formbetong. De resulterende reparasjonene - sliping, lapping, epoksyfylling - koster mye mer i tid og materialer enn å få installasjonen riktig i utgangspunktet. Følgende er de hyppigste feilene som er sett på stedet.
Gap Mellom Strip og Form Face
Selv et 1–2 mm mellomrom mellom bunnen av avfasningslisten og formflaten gjør at sementpasta kan blø under under vibrasjon. Resultatet er en finne av herdet pasta langs kanten av avfasningen som må flises bort - skader den ferske betongen i prosessen. For magnetiske avfasede strimler er dette gapet vanligvis forårsaket av en magnet som har mistet holdestyrken eller rusk mellom strimmelen og stålformen. Rengjør formflaten med en stålbørste før du legger på strimler, og sjekk at hver seksjon klikker godt mot stålet uten å rokke.
Feiljusterte skjøter mellom båndseksjoner
Der to avfasede seksjoner møtes ende-til-ende, skaper enhver forskyvning - selv 0,5 mm - et synlig trinn i den ferdige avfasede kanten. For magnetiske avfasede strimler er det enkelt å slå endene sammen fordi magnetene holder posisjon uten drift. For spikret PVC-strimler krever skjøtejustering mer forsiktighet. Bruk en rett kant når du plasserer seksjoner, og påfør et lite stykke tape over skjøten før du heller for å forhindre infiltrasjon av pasta.
Utilstrekkelig slippmiddel
Avfasede strimler - spesielt PVC- og gummityper - må belegges med formslippolje før hver påfylling. Å hoppe over dette trinnet betyr at stripen fester seg til betongoverflaten og river bort biter av avfasingsflaten under stripping. Påfør et tynt, jevnt lag med slippmiddel på avfasningsstrimmelens overflate med en børste eller rull, ikke en sprøytepistol — Spraypåføring har en tendens til å savne innvendige hjørner og etterlate bassenger på horisontale overflater som forårsaker overflateflekker.
Stripforskyvning under vibrasjon
Innvendige betongvibratorer skaper betydelig sidetrykk på alt i forskalingen. Skumstrimler som kun holdes av lim kan migrere flere millimeter under vibrasjon, og produsere en bølget eller feiljustert avfasning. Magnetiske avfasede strimler motstår denne forskyvningen effektivt når magnetholdekraften er tilpasset formorienteringen og vibratoreffekten. For høyfrekvente vibrasjoner (over 12 000 rpm) er neodymmagnetiske strimler å foretrekke fremfor ferrittmagnetiske strimler, som kanskje ikke gir tilstrekkelig holdekraft på vertikale flater.
Bruksområder i prefabrikkert betong
Produksjon av prefabrikkert betong er der magnetiske avfasningslister er mest brukt. Prefabrikerte anlegg bruker vanligvis stålpall eller bordformer som omkonfigureres flere ganger daglig. I dette miljøet oversettes hastigheten og enkelheten ved å reposisjonere magnetiske avfasede strimler direkte til produksjonskapasitet. Et mannskap som tidligere brukte 20 minutter på å spikre skumfasstrimler per form, kan plassere og plassere magnetiske avfasningslister for samme form på under 5 minutter.
Prefabrikerte elementer som rutinemessig inneholder avfasede kanter inkluderer:
- Søyler og søylebaser for konstruksjoner i flere etasjer
- Veggpaneler for bolig-, nærings- og industribygg
- Trappestrenger og individuelle trappetrinn
- Brobjelker (I-bjelker, U-bjelker, boksdragere)
- Tunnelforingssegmenter hvor avfasede kanter hjelper ringmontering og pakningsseter
- Støttemurblokker og støyskjermplater
- Arkitektoniske kledningspaneler hvor skyggelinjen er et designelement
Spesielt i produksjon av tunnelsegmenter tjener avfasede kanter et strukturelt formål utover estetikk. Avfasningen skaper et forsenket spor når to segmenter plasseres ved siden av hverandre, og dette sporet kan fylles med fugemasse eller fugemasse for å gi en sekundær vanntetthet. De fleste spesifikasjoner for tunnelsegmenter krever en avfasning på minimum 20 mm × 20 mm på alle langsgående og periferiske skjøter nettopp av denne grunn.
Fasede kanter og holdbarhet av betong
Holdbarhetsargumentet for avfasede kanter støttes godt av praktisk observasjon og materialvitenskap. Skarpe 90-graders betonghjørner er iboende sårbare fordi betongen på toppen av hjørnet støttes på bare to flater i stedet for tre. Når det utsettes for støt, termisk sykling eller armeringskorrosjon, har dette dårlig støttede hjørnet en tendens til å revne først.
Termisk sykling er spesielt aggressiv i utsatte hjørner. Betong utvider seg og trekker seg sammen med temperaturendringer. Hjørnet er punktet der to overflater møtes ved maksimal eksponeringsvinkel, og skaper toveis termisk stress. Over år med utendørs eksponering forårsaker dette sykliske stresset mikrosprekker som utvikler seg til synlig avskalling. Studier av parkeringsstruktursøyler viser at avfasede kanter reduserer forekomsten av hjørnespalter med 40–60 % over en 20-årig bruksperiode sammenlignet med tilsvarende skarpkantede søyler i samme miljø.
I armert betong er dekkedybden ved et skarpt hjørne geometrisk mindre enn det nominelle dekket målt vinkelrett på en flat flate. Et 30 mm deksel på en flat veggflate kan reduseres til effektivt 21 mm i et firkantet hjørne når det måles til nærmeste armeringsjern. Avfasing av hjørnet flytter den eksponerte overflaten fysisk vekk fra armeringsjernet, og gjenoppretter effektivt deksel. Dette er grunnen til at mange holdbarhetsfokuserte betongkoder – inkludert BS EN 13670 i Europa – eksplisitt krever avfasede kanter på konstruksjonsbetong i eksponeringsklassene XC3, XC4, XD2 og høyere.
Velge riktig magnetisk avfasningslist for prosjektet ditt
Ikke alle magnetiske avfasede strimler fungerer like godt. Følgende faktorer bør veilede spesifikasjoner og kjøpsbeslutninger for prefabrikkerte og in-situ stålforskalingsapplikasjoner.
Magnettype og holdekraft
For horisontal støping (remsen sitter på et flatt stålbord) er ferrittmagneter med en holdekraft på 10–15 N per magnet generelt tilstrekkelig. For vertikale formflater eller for former brukt med høyenergivibrasjoner, spesifiser neodymmagnetiske avfasningslister med holdekrefter på 25–50 N per magnet. Noen produsenter publiserer avtrekkskraftdata per meter stripe - en nyttig sammenlignende beregning. Se etter et minimum av 150 N per meter stripe for vertikale flater .
Kroppsmateriale: PVC vs gummi
PVC-magnetiske avfasningslister er hardere og mer dimensjonsstabile, noe som gjør dem egnet for bruksområder som krever svært presis kantgeometri - for eksempel arkitektonisk prefabrikert. Magnetiske avfasede gummistrimler er mer fleksible, slik at de kan følge små kurver eller flate overflater uten å etterlate hull. Gummi har også en tendens til å frigjøres mer rent fra betongflaten under stripping, noe som reduserer risikoen for overflateskader. For høyvolumproduksjon gir magnetiske avfasede gummistrimler ofte bedre levetid for remsene fordi deres fleksibilitet reduserer belastningen på magnet-kropp-grensesnittet under fjerning av form.
Temperaturmotstand
Ferdigstøpte fabrikker bruker ofte dampherding for å akselerere styrkeøkningen. Standard ferrittmagnetstyrke påvirkes ikke nevneverdig av dampherdetemperaturer (vanligvis 50–70 °C). Imidlertid neodymmagneter begynner å miste permanent magnetisering over ca. 80°C , som betyr at de er uegnet for høytemperatur-akselererte herdesykluser uten at produsenten bekrefter en høytemperaturklassifisert karakter. Spesifiser dette kravet eksplisitt ved bestilling av magnetiske avfasningslister for dampherdet prefabrikkert arbeid.
Hjørne- og endestykker
Gode magnetiske avfasningslister inkluderer spesiallagde hjørnestykker - 90-graders innvendige og utvendige hjørner - som lar avfasingen vikle rundt søylehjørner uten skjemmende gjæringsskjøter kuttet på stedet. Disse hjørnedelene bør spesifiseres som en del av systemet i stedet for å lages av kuttede lengder, da stedkuttede skjøter er en vanlig kilde til pastalekkasje og kantdefekter.
Avfaset kantbetong i arkitektoniske og designkontekster
I arkitektonisk betong - noen ganger kalt fair-faced betong eller béton brut - er den avfasede kanten et bevisst estetisk verktøy like mye som et praktisk. Skyggelinjen skapt av en avfaset stripe artikulerer overflaten, definerer geometrien til elementet, og gir massebetongformer en raffinert, utformet kvalitet som glatte firkantede kanter mangler.
Arkitekter som arbeider i tradisjonen med eksponert betong - fra Le Corbusiers Unité d'Habitation til moderne Tadao Ando-prosjekter - har brukt avfasede linjer for å kontrollere hvordan lys leses over betongoverflater. A 25 mm avfasing skaper en skyggelinje på omtrent 35 mm bred under rakende lysforhold, som er tilstrekkelig til å registrere tydelig i dagslys på en fasade. En 10 mm avfasning avleses som en fin linje, mer subtil og passende for innvendige overflater der lysnivåer og visningsavstander er forskjellige.
For arkitektonisk prefabrikasjon er konsistensen av avfasningsdybde og plassering over hundrevis eller tusenvis av identiske paneler avgjørende. Enhver variasjon i stripeposisjon gir synlig feiljustering når paneler er installert. Magnetiske avfasede strimler, ved å tillate rask og repeterbar plassering til referansemerker på stålformen, gjør denne konsistensen oppnåelig i produksjonsskala på en måte som spikret eller limte strimler rett og slett ikke kan matche pålitelig.
Noen arkitekter spesifiserer fargede avfasede strimler - vanligvis en PVC-kropp med integrert pigment - for å skape en bevisst fargekontrast ved skråkanten. Dette er en uvanlig, men effektiv teknikk for å skape sterk visuell artikulasjon i store panelfasader. Standard magnetiske avfasningslister er tilgjengelige i grått, svart og noen ganger hvitt fra store leverandører, med tilpassede farger tilgjengelig på bestilling.

Vedlikehold og gjenbruk av magnetiske avfasningslister
For å oppnå maksimal levetid fra magnetiske avfasede strimler, er en konsekvent vedlikeholdsrutine nødvendig. Strimler som ganske enkelt kastes i en søppelbøtte mellom støpingene samler opp betongrester, får magnetskader og utvikler overflateriper som overføres til betongfinishen.
- Rengjør umiddelbart etter stripping. Betongrester på stripeflaten er lett å fjerne når den er fersk og ekstremt vanskelig når den er herdet. Bruk en plastskrape - ikke et metallverktøy, som riper opp PVC- eller gummikroppen - og skyll med vann.
- Inspiser magnetarrayen. Kjør en stålplate langs bunnen av stripen etter rengjøring. Enhver seksjon som ikke holder fast, indikerer en sviktet eller forskjøvet magnet. Individuelle magnetfeil kan noen ganger repareres av leverandøren; Strips med flere magnetfeil bør pensjoneres.
- Oppbevares horisontalt. Å stable strimler vertikalt eller lene dem mot vegger forårsaker langvarig vridning, spesielt i PVC-strimler. Oppbevares flatt i merkede stativer organisert etter profilstørrelse.
- Påfør slippmiddel før hver påfylling. Selv etter rengjøring, påfør et nytt lag med slippmiddel på både den trekantede overflaten av remsen og bunnflaten som kommer i kontakt med stålformen. Dette beskytter både stripeoverflaten og gjør formstripping lettere.
- Logg brukssykluser. I prefabrikkerte anlegg med høyt volum kan sporing av antall utstøpninger per stripesett proaktiv utskifting før overflatedegradering begynner å påvirke den ferdige betongkvaliteten. De fleste produsenter anbefaler å bytte ut strips ved 80 % av den nominelle gjenbrukssyklusen heller enn å vente på synlig feil.
Kostnadsanalyse: Magnetiske avfasningsstrimler vs tradisjonelle metoder
En realistisk kostnadssammenligning må ta hensyn til materialkostnader, arbeidstid for installasjon og fjerning, frekvensen av utskifting av striper og eventuelle tilleggskostnader for reparasjon av feil. Følgende eksempel bruker et hypotetisk prefabrikert produksjonsanlegg som støper 50 søyleelementer per uke, som hver krever 12 lineære meter med 20 mm avfasningsstrimmel.
| Kostnadsfaktor | Skumstrimmel | Spikret PVC-strimmel | Magnetisk avfasing Strip |
|---|---|---|---|
| Materialkostnad per meter | $0,15 | $0,60 | $3,50 |
| Gjenbruk sykluser | 1 | 15 | 350 |
| Effektiv materialkostnad per tømming (per meter) | $0,15 | $0,04 | $0,01 |
| Arbeidsminutter per kolonne (installer fjern) | 22 min | 28 min | 6 min |
| Årlig arbeidskostnad (35 USD/time) | ~$16 900 | ~$21 500 | ~$4600 |
| Estimerte reparasjonskostnader for feil (årlig) | $4200 | $1800 | $300 |
Tallene ovenfor tydeliggjør det den høyere enhetskostnaden for magnetiske avfasede strimler er fullstendig oppveid av arbeidsbesparelser innen det første produksjonsåret . De pågående årlige besparelsene fra redusert arbeidskraft og reparasjon av feil er betydelige. For et anlegg som produserer 50 elementer per uke, kan bytte fra skum til magnetiske avfasede strimler realistisk spare over $15 000 årlig i direkte kostnader – før det tas hensyn til forbedret kvalitet og reduserte kundeavvisningsrater.
Kode og spesifikasjonskrav for avfasede kanter
Avfasede kanter er ikke alltid valgfritt. Flere mye brukte koder og spesifikasjoner pålegger avfasningskrav til konstruksjonsbetong.
- ACI 301 (USA): Krever at alle utsatte hjørner av formbetong får en avfasning eller radius med mindre annet er spesifisert. Standard avfasningsstørrelse der det ikke er spesifisert er ¾ tomme (omtrent 19 mm).
- BS EN 13670 (Europa): Spesifiserer avfasningskrav for betong i eksponeringsklasse XC3 og over, med minimum 15 mm avfasing på alle utsatte strukturelle kanter i moderate til alvorlige miljøer.
- AS 3610 (Australia): Forskalingsstandard som krever avfasningslister eller tilsvarende ved alle utvendige arrishjørner med mindre designtegningene spesifikt tillater firkantede kanter.
- ASSHTO LRFD Bridge Design (USA): Krever minimum 25 mm avfasing på alle utsatte kanter av brobetong i XS- og XD-eksponeringsforhold.
- CIRIA C660 / C766 (Storbritannia): Veiledningsdokumenter for tidlig alder termisk sprekkdannelse i betong anbefaler avfasede kanter for å redusere spenningskonsentrasjonseffekter ved formhjørner - en faktor i tidlig initiering av termisk sprekkdannelse.
Ved gjennomgang av prosjektspesifikasjoner, sjekk både strukturtegningene og prosjektspesifikasjonsdelene for formingskrav. Det er ikke uvanlig at avfasningskrav vises i spesifikasjonen, men ikke dimensjoneres på tegningene, slik at entreprenøren må bekrefte ønsket størrelse med prosjekterende før bestilling av formingsmaterialer.








