Når det gjelder strukturell betongkonstruksjon, å binde armeringsstål riktig er et av de mest kritiske trinnene som avgjør om en struktur vil fungere trygt over flere tiår . Enten du jobber med prefabrikerte paneler, plasstøpte plater eller komplekse bjelkesammenstillinger, påvirker måten armeringsjern bindes direkte på lastoverføring, betongdekkekonsistens og langsiktig holdbarhet. Det korte svaret: bruk riktig bindetråd, bruk riktig bindemønster for fugetypen, oppretthold et minimum 1,5-tommers betongdekke, og par alltid bindearbeidet med kvalitet Prefabrikkerte betongtilbehør som er utviklet for den spesifikke applikasjonen.
Denne veiledningen går dypt inn i alle aspekter ved å binde armeringsstål - fra trådmålere og bindeverktøy til hvordan tilbehør som stangstoler, avstandsstykker og mekaniske koblinger samhandler med armeringsjernet ditt. Hvis du spesifiserer, produserer eller inspiserer armert betong, er dette informasjonen du trenger.
Hvorfor det er viktigere å binde armeringsstål enn de fleste tror
Armeringsbånd er ikke strukturelle i teknisk forstand - de bærer ikke last. Men de holder buret sammen under betongplassering, og hindrer stenger i å forskyve seg under vibrasjonen av en betongvibrator eller vekten og flyten av fersk betong. En feiljustert søyle av selv en halv tomme kan redusere den effektive dybden til en bjelkeseksjon med 5–10 % , noe som reduserer bøyekapasiteten uten synlige tegn på problemet.
Konsekvensene er sammensatt i prefabrikkert betong, hvor trange dimensjonstoleranser er standard. Prefabrikerte paneler, brobjelker og konstruksjonssøyler er utformet med armeringsjernposisjoner målt til brøkdeler av en tomme. Løse bånd som lar stenger migrere før betongsettene kan føre til komponenter utenfor toleranse som mislykkes i kvalitetsinspeksjoner – eller enda verre, bestå inspeksjon og underytelse under service.
Utover dimensjonskontroll, støtter riktig bundne bur den konsekvente plasseringen av Prefabrikkerte betongtilbehør slik som løfteinnsatser, ankerplater, innebygde plater og hylser. Dette tilbehøret er avhengig av stive armeringsholdere for å holde seg på plass. Et dårlig bundet merd er et dårlig plassert innsats, og det betyr feltproblemer: feiljusterte koblinger, utilstrekkelig belastningsgrad og kostbar utbedring.
Tie Wire: typer, målere og når du skal bruke hver
Det vanligste materialet for å binde armeringsstål er glødet svart tråd, også kalt myk svart tråd. Dens mykhet etter gløding gjør at den kan vris tett uten å gå i stykker, og den motstår korrosjon rimelig godt i tørre omgivelser. Standardmåleområdet for armeringsjernbinding er 16 til 18 AWG (American Wire Måler) , med 16,5 AWG som den mest brukte i kommersiell konstruksjon.
Ledningstyper etter applikasjon
| Trådtype | Gauge | Beste applikasjon | Notater |
| Glødet svart ledning | 16–18 AWG | Generelt plate-, vegg-, søylearbeid | Mest økonomisk, allment tilgjengelig |
| Galvanisert tråd | 16 AWG | Marine, kystnære soner med høy luftfuktighet | Høyere pris, bedre korrosjonsbestandighet |
| Rustfri ståltråd | 16–18 AWG | Epoksybelagte eller rustfrie armeringsbur | Forhindrer galvanisk korrosjon mellom ulike metaller |
| Forkuttet bindetråd (coils) | 16,5 AWG | Automatisk bindeverktøy, høyvolumsarbeid | Fungerer med batteridrevet slipsverktøy |
Tabell 1: Vanlige typer bindetråd og deres anbefalte bruksområder i armeringsstålarbeid
Et praktisk tips fra feltet: unngå å bruke wire som er for tung for stangkombinasjonen. Å binde #4 stenger med 14 AWG wire produserer vridningshaler som stikker inn i dekksonen. Twist tails må alltid bøyes innover - mot kroppen av buret - slik at de ikke migrerer til betongoverflaten og forårsaker rustflekker eller avskalling.
Standard slipsmønstre og hvor de skal brukes
Det er seks vanlig anerkjente bindemønstre i armeringsstålpraksis, som hver passer til en spesifikk skjøtgeometri eller strukturelle krav. Å vite hva som skal brukes reduserer trådavfall, øker produksjonen og sikrer at slipset faktisk holder under betongplasseringskrefter.
The Snap Tie
Snørebåndet (også kalt et enkelt slips) er det raskeste å utføre og egner seg for stangkryss i flate plater og vegger hvor stenger krysser 90 grader og skjøten ikke vil bli utsatt for kraftig vibrasjon. Trekk ledningen rundt begge stengene, kryss endene og vri med et krokverktøy til den sitter tett. Det tar en erfaren jernarbeider mindre enn 3 sekunder per slips. Festebånd er imidlertid ikke egnet for kryss nær konstruksjonsskjøter eller på steder der stengene må holdes nøyaktig - de tillater liten rotasjon under kraft.
Sadelslipsen
For skjæringer som trenger å motstå mer bevegelse - spesielt søyleburbøyler bundet til vertikale stenger - vikler sadelbåndet ledningen under kryssstangen og over toppstangen på begge sider før den vrir seg. Dette skaper en firepunktskontakt som motstår stangrotasjon langt bedre enn et festebånd. De fleste spesifikasjoner for søylebur krever setebånd ved minimum hvert tredje kryss, med festebånd tillatt andre steder.
Åttefiguren slips
Brukes primært der stenger krysser i andre vinkler enn 90 grader, eller der det er behov for en spesielt sikker skjøt. Tråden passerer rundt begge stengene i et åttefigursmønster før den vrir seg. Dette båndet er også foretrukket for diagonal skjærarmering i bjelker og til bånd i hjørnene av søylebur. Det tar litt mer ledning og tid, men gir en merkbart stivere skjøt.
The Wrap-and-Saddle Tie
Tunge bursammenstillinger - for eksempel de i brokaier eller store prefabrikerte bjelker - spesifiserer ofte omslag-og-salbindinger. Tråden vikler seg helt rundt den nedre stangen før den trekkes over den øvre stangen og vridd. Dette er det sikreste manuelle bindemønsteret og kreves av noen DOT-spesifikasjoner for primær forsterkning i broelementer.
The Snap Tie with Kick (Double Loop)
En variant av festebåndet hvor tråden dobles før innpakning. Vanlig i mattefundamenter der stengene er store (#8 og over) og en enkelt trådstreng ikke gir nok klemkraft. Dobling av tråden dobler effektivt holdekraften ved skjøten.
Knytteverktøy: Fra manuell krok til batteridrevne maskiner
Riktig bindeverktøy reduserer arbeidstiden dramatisk. På en stor kommersiell helling kan et mannskap som bruker batteridrevne automatiske bindeverktøy oppnå 2–3 ganger bindehastigheten av et mannskap som bruker manuelle kroker, med mer konsekvent vridningstetthet og mindre håndtretthet.
Manuelle knytekroker
Standard manuell krok er et enkelt bøyd stangverktøy, vanligvis 8–10 tommer lang. Det er også hastighetskroker med en roterende løp som gjør at ledningen kan vris ved å rotere håndtaket i stedet for å knipse håndleddet – disse reduserer håndtrettheten betraktelig ved store jobber. Manuelle kroker krever ingen strømkilde og fungerer i alle forhold, noe som gjør dem til et reserveverktøy på trange eller vanskelige steder der et automatisk verktøy ikke passer.
Batteridrevne automatiske bindeverktøy
Verktøy fra produsenter som MAX, Makita og DEWALT bruker forhåndslastede trådspoler til å pakke og vri et slips på under ett sekund. Operatøren plasserer verktøyet ved stangkrysset og trykker på avtrekkeren - resten er automatisk. En enkelt operatør med et automatisk verktøy kan fullføre 200–300 bånd i timen sammenlignet med 60–100 i timen med manuell krok. Disse verktøyene er en genuin produktivitetsmultiplikator på store hellinger, prefabrikkerte merder og mattefundamenter.
Trådspoler for disse verktøyene selges vanligvis som 50 meter eller 120 meter ruller i målere tilpasset den spesifikke verktøymodellen. Kontroller alltid spolens kompatibilitet med verktøymerket – feiltilpassede spoler forårsaker fastkjøring og bortkastet ledning.
Pneumatisk bindeverktøy
Mindre vanlig i nordamerikansk konstruksjon, men mye brukt i Japan og deler av Europa, pneumatiske bindeverktøy er raskere enn batteridrevne alternativer og krever ikke lading. De fungerer godt i prefabrikkerte anlegg der en kompressor allerede er på stedet. Avveiningen er luftslangen, som begrenser mobiliteten sammenlignet med trådløse elektriske verktøy.
Prefabrikkerte betongtilbehør That Work With Your Rebar Cage
Ved fremstilling av prefabrikkert betong er armeringsjernet ikke bare strukturell forsterkning – det er plattformen som dusinvis av Prefabrikkerte betongtilbehør festes før støping. Dette tilbehøret inkluderer løfteinnsatser, formbånd, ankerplater, elektriske rørstøtter, blokkeringer, hylser og innebygd tilkoblingsutstyr. Hvordan du knytter armeringsburet ditt påvirker direkte hvor nøyaktig dette tilbehøret er plassert.
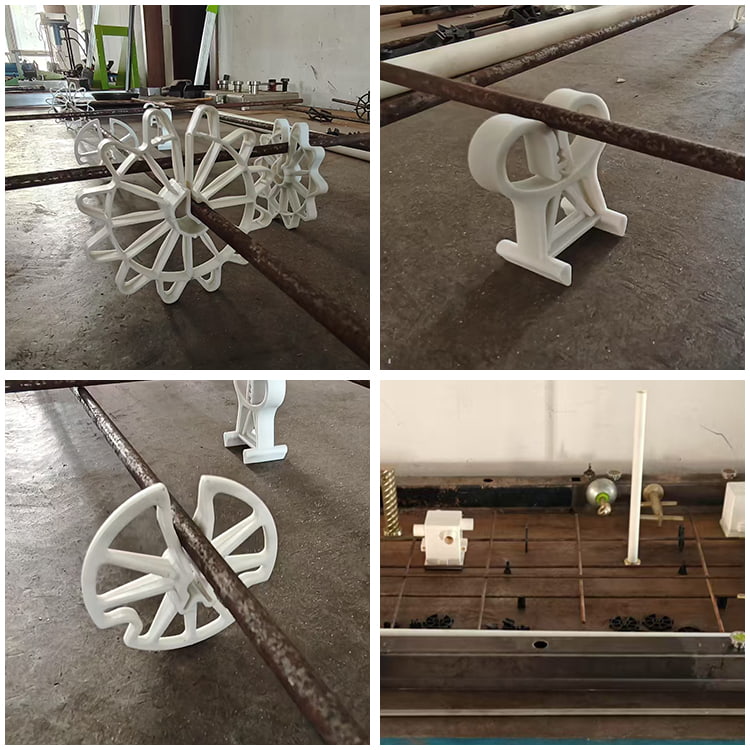
Barstoler og armeringsavstandsstykker
Barstoler og avstandsstykker er blant de mest brukte Prefabrikkerte betongtilbehør . De holder armeringsholderen i riktig høyde over formen (bunndekselet) og vekk fra vertikale formflater (sidedekselet). Minimumskravene til betongdekning i henhold til ACI 318 for prefabrikerte elementer som ikke er utsatt for vær, er typisk 3/4 tommer for plater og vegger og 1,5 tommer for bjelker og søyler , men mange precastere spesifiserer større dekning for holdbarhet.
- Plastbarstoler: lette, motstå korrosjon, tilgjengelig i høyder fra 3/4 tomme til 4 tommer; standardvalg for de fleste prefabrikerte applikasjoner
- Betongblokkstoler: brukes der punktbelastningsstyrken til plast vil føre til at stolen slår inn i en myk overflate; ofte brukt i bakkebærende plater
- Kontinuerlige trådavstandsstykker: brukes langs lengden av en stang for å opprettholde sidedekselet i veggpaneler; raskere å installere enn individuelle stoler
- Sirkulære avstandsstykker (smultringer): festes direkte på stangen for å opprettholde dekket fra dannede vertikale flater; tilgjengelig i standard omslagsintervaller på 3/4, 1, 1,5, 2 og 3 tommer
Løfteinnsatser og ankre
Løfteinnsatser er en av de mest sikkerhetskritiske kategoriene av prefabrikert betongtilbehør. De må plasseres nøyaktig innenfor armeringsjernet og festes sikkert til tilstøtende stenger for å forhindre rotasjon eller forskyvning under støping. En løfteinnsats som flytter seg til og med én tomme fra sin spesifiserte plassering kan falle utenfor den nødvendige innstøpingssonen, og potensielt redusere dens nominelle lastekapasitet med 20–40 % avhengig av kantavstandseffekter.
Typiske bindingskrav for løfteinnsatser: innsatsens ankerbein er bundet til tilstøtende armeringsjern ved hjelp av åtte-figur eller wrap-and-sadle bånd - ikke snap bånd. Innsatsprodusenter gir vanligvis installasjonsveiledninger som spesifiserer minimumsfestepunkter, og disse bør følges strengt.
Innebygde plater og tilkoblingsmaskinvare
Stålplater, påsveisede stendere og konstruksjonsvinkler innebygd i prefabrikerte elementer krever ankerstenger som er bundet direkte til plateankrene og inn i armeringsholderen. Bindemønsteret må være stivt nok til at platen ikke roterer under vibrasjon. Plater som er større enn 6 tommer kvadratisk skal knyttes på minimum fire punkter, med åtte bånd ved hvert hjørnetapp.
Mekaniske armeringsjernskoblinger
Mekaniske armeringsjernskoblinger – brukt ved konstruksjonsskjøter for å skjøte stenger ende-til-ende – er en spesialisert kategori av prefabrikert betongtilbehør som samhandler direkte med bindeprosessen. Når koblinger er installert, må stengene på hver side av skjøten bindes til buret uavhengig før koblingen gjenges eller smyges. Koblinger sertifisert i henhold til ASTM A1034 må utvikle 125 % av den spesifiserte flytegrensen til den tilkoblede stangen i spenning - de er sanne strukturelle elementer, ikke bare posisjonsinnehavere.
Betongdeksel og inspeksjon: tallene som betyr noe
Betongdekke - avstanden fra nærmeste stangoverflate til ytre betongflate - er det primære forsvaret mot armeringskorrosjon. Oppnåelsen av spesifisert dekning avhenger helt av riktig plasserte stangstoler og et godt bundet armeringsbur som ikke bøyer seg under betongplasseringskrefter.
| Medlemstype | Eksponeringstilstand | Min. Deksel (ACI 318) |
| Plate, vegg, bjelkelag | Ikke utsatt for vær | 3/4 tommer (19 mm) |
| Bjelke, søyle | Ikke utsatt for vær | 1,5 tommer (38 mm) |
| Plate, vegg, bjelkelag | Væreksponert (#5 og mindre) | 1,5 tommer (38 mm) |
| Plate, vegg, bjelkelag | Væreksponert (nr. 6 og større) | 2 tommer (50 mm) |
| Bjelke, søyle | Utsatt for vær | 2 tommer (50 mm) |
| Fot (støpt mot jord) | I kontakt med bakken | 3 tommer (76 mm) |
Tabell 2: Minimumskrav til betongdekning per ACI 318 for ulike element- og eksponeringsforhold
Under inspeksjon er de vanligste avvikene funnet av kvalitetskontrollører utilstrekkelig dekning (stenger hviler på formen uten stoler) og manglende bånd som gjør at stengene kan spres fra hverandre. Bransjedata fra forhåndsstøpere antyder at opptil 15 % av avviste paneler involverer omslagsrelaterte problemer som kan spores direkte til utilstrekkelig stolavstand eller feilaktig burbinding.
En praktisk inspeksjonssjekkliste for binding av armeringsstål:
- Baravstand samsvarer med tegninger innenfor toleranse (vanligvis /- 1 tomme for plater, /- 3/8 tomme for bjelker)
- Stoler eller avstandsstykker er til stede med intervaller spesifisert på plasseringstegningene (vanligvis hver 4 fot for plater)
- Alle skjøtelengder er korrekte og helt bundet over overlappingssonen
- Haler av bindetråd er bøyd innover, og stikker ikke ut mot overflaten
- Alt innebygd tilbehør (innsatser, plater, ermer) er bundet til buret ved minimum spesifiserte festepunkter
- Ingen løse bånd - hvert bundet kryss holder under en håndpush-test
Binding av armeringsstål i prefabrikert produksjon: Prosess- og kvalitetskontroll
Prefabrikert betongproduksjon skiller seg fra plasstøpt konstruksjon på flere viktige måter som påvirker hvordan binding av armeringsstål håndteres. I et prefabrikkert anlegg produseres merdene på dedikerte pilkebord eller horisontale senger, og løftes deretter til former for støping. Produksjonsprosessen for merden er svært systematisert, og de fleste anlegg bruker standard driftsprosedyrer (SOPs) som spesifiserer båndmønstre, trådmåler og plassering av tilbehør i detalj.
Jig-basert burfabrikasjon
Jigbord i stål med justerbare tappstopper lar arbeidere plassere og binde armeringsbøyler til nøyaktige dimensjoner før de løftes opp i former. Jiggen sørger for at stangavstanden og de generelle burdimensjonene er korrekte før noen wire påføres. I et veldrevet prefabrikkert anlegg kan fabrikasjon av merd på en jigg redusere dimensjonale avslag med 60–70 % sammenlignet med å binde i selve skjemaet.
Etter at buret er bundet på jiggen, festes tilbehør: stangstoler festes til bunnstengene, løfteinnsatser kobles til de angitte stedene, og eventuell innebygd maskinvare er sikret. Det ferdige buret løftes deretter som en enhet og settes i form, hvor kantavstandsstykker og ekstra tilbehør kan legges til før støping.
Dokumentasjon og sporbarhet
Prefabrikerte kvalitetsprodusenter opprettholder dokumentasjon som sporer hver bursammenstilling tilbake til plasseringstegningene, stanglisten og arbeiderne som laget den. Dette er ikke bare god praksis – det kreves av standarder som PCI MNL-116 (Manual for Quality Control for Plants and Production of Structural Precast Concrete Products) og av mange prosjektspesifikasjoner for bro- og bygningskomponenter.
Når en avvik blir funnet – for eksempel et manglende slips ved en løfteinnsats eller en ankerplate som ikke er i posisjon – gjør dokumentasjonssporbarheten det mulig for produsenten å undersøke grunnårsaken og korrigere prosessen fremover. Uten den gjentar den samme feilen.
Bindefrekvens i høyproduksjonsprestøpt
Ikke alle kryss i et mattebur trenger å være bundet. De fleste spesifikasjonene og manualen for CRSI (Concrete Reinforcing Steel Institute) Plassering av armeringsjern tillater kobling av vekslende skjæringer i flate gridbur, forutsatt at bundne skjæringer ikke er mer enn 18 tommer fra hverandre i noen retning. I praksis, knytte alle perimeterkryss og hvert annet indre kryss produserer et bur som holder geometrien sin uten arbeidskostnadene ved å binde hver eneste kryssing.
Der denne regelen endres: alle skjæringer innenfor 24 tommer fra en konstruksjonsskjøt, alle skjæringer innenfor innstøpingssonen til en løfteinnsats eller ankerplate, og alle skjæringer ved skjøter må være helt bundet uten å hoppe.
Vanlige feil når du binder armeringsstål og hvordan du unngår dem
År med feltobservasjoner og kvalitetsrevisjonsdata fra prefabrikkerte og plasstøpte konstruksjoner avslører konsekvent den samme klyngen av feil. Å gjenkjenne dem er det første trinnet for å eliminere dem.
Underbinde store bur
På store bur - for eksempel et 40 fots brobjelkebur med hundrevis av kryss - hopper arbeidere noen ganger over bånd for å spare tid. Resultatet er et bur som virker stabilt på jiggen, men sprer seg når det løftes med kran eller skifter under betongvibrasjoner. Enhver stangbevegelse under betongplassering er permanent ; betongen låser stangen der den legger seg når den stivner. Løsningen er en standard for bindingsfrekvens håndhevet av en formann eller QC-inspektør, ikke overlatt til individuelt skjønn.
Utstikkende trådhaler
En vridende hale som peker utover mot en formflate kan migrere til innenfor 1/4 tomme av betongoverflaten under vibrasjon. Når betongen stivner, ruster halen og flekker overflaten i løpet av de første fryse-tine-syklusene. I arkitektonisk prefabrikasjon er dette en finishfeil. I strukturelle prefabrikker indikerer det dårlig kvalitetskontroll. Hver wirehale må bøyes innover - det tar ett ekstra sekund og eliminerer problemet helt.
Feil stolhøyder
Bruk av feil barstolhøyde er bemerkelsesverdig vanlig på steder der flere ferdigstøpte elementer med ulike dekkekrav er produsert i samme område. Det enkleste forebyggende tiltaket er å oppbevare stoler etter høyde i tydelig merkede hyller og verifisere stolhøyden mot plasseringstegningen før fabrikasjonen starter. En feillesing av 3/4-tommers stoler versus 1,5-tommers stoler er ikke åpenbar visuelt under en rask gjennomgang; det vises bare i en fysisk måling.
Utilstrekkelige bånd på tilbehørssteder
Som nevnt tidligere, må løfteinnsatser og innebygde plater være bundet med åttefigur eller wrap-and-sadel bånd, ikke snap bånd. Et festebånd ved et løfteinnsatsankerben kan rotere under kreftene fra betongplassering. Når betongen stivner, kan innsatsen være vinklet i stedet for vertikal, noe som reduserer dens effektive belastningskapasitet og potensielt føre til at den gjengede forbindelsen for løfteutstyret binder seg eller krysser gjenger.
Ignorerer barbeleggskompatibilitet
Epoksybelagt armeringsjern krever kompatibel bindetråd for å forhindre galvanisk korrosjon ved kontaktpunktet. Svart glødet ledning knyttet til epoksybelagt stang skaper en liten galvanisk celle ved hvert hakk eller kontaktpunkt i belegget. Bruk epoksybelagt eller galvanisert bindetråd med epoksybelagt armeringsjern , som spesifisert i ASTM A775 og relaterte standarder. Denne detaljen blir ofte oversett i felten, men er eksplisitt påkrevd i spesifikasjoner for bro og marine strukturer.
Velge prefabrikert betongtilbehør for langsiktig ytelse
Valget av prefabrikkerte betongtilbehør – fra barstoler til løftesystemer – har en direkte innvirkning på hvor lenge en prefabrikert konstruksjon yter uten vedlikehold. Tilbehør som korroderer, deformeres under belastning eller svikter dimensjonalt etter år i bruk, kan kompromittere den strukturelle integriteten til ellers godt bygde elementer.
Materialvalg for barstoler og avstandsstykker
Barstoler i plast (polypropylen eller polyetylen med høy tetthet) er standarden for de fleste ferdigstøpte og plasstøpte arbeid. De er kjemisk inerte, korroderer ikke og er dimensjonsstabile ved de temperaturene man møter ved betongherding. Den relevante bekymringen med plaststoler er punktbelastningsytelse under tunge armeringsjern: #11 barer og større, eller buntede bargrupper, kan knekke tynnveggede plaststoler hvis stolavstanden er for stor. Bruk kraftige stoler vurdert for forventet belastning, eller bytt til ståltrådstoler for store barapplikasjoner.
Stoler av ståltråd er egnet for tunge bur og kan spenne bredere uten å bøye seg, men de må enten være epoksybelagt eller plassert med et minimumsdeksel på 1,5 tommer over formen - nakne stålstoler på en formflate vil telegrafere en rustflekk til betongoverflaten i løpet av få år.
Lastekarakterer og sikkerhetsfaktorer for løfteinnsatser
Løfteinnsatser må velges basert på vekten av det ferdigstøpte elementet, antall plukkepunkter, vinkelen på løftestropper og den dynamiske belastningsfaktoren som brukes under plukk- og svingoperasjoner. De fleste produsenter av løfteinnsatser krever en minimum sikkerhetsfaktor på 4:1 under statiske belastningsforhold , med dynamiske faktorer på 2–3 brukt for å ta hensyn til kransjokkbelastninger.
Samspillet mellom løfteinnsatser og armeringsjernet er kritisk. En innsats som ikke er ordentlig bundet til tilstøtende stenger, utvikler ikke sin fulle innstøpingsstyrke – betongkjeglens utbrytningskapasitet avhenger av at innsatsen holdes i sin designposisjon med tilstrekkelig kantavstand og innstøpingsdybde. Les alltid produsentens installasjonsinstruksjoner for minimumsavstander til kanter og andre innsatser, og verifiser disse mot plasseringstegningene før fabrikasjonen begynner.
Innebygd tilkoblingsmaskinvare
Sveiseplater, stenderskinner og konstruksjonsvinkler innebygd i prefabrikerte elementer tjener som koblingspunkter for feltreist konstruksjonsstål, kledningssystemer eller tilstøtende prefabrikerte elementer. Deres posisjonsnøyaktighetskrav er stramme - feltreisingstoleranser for konstruksjonsstålforbindelser er typisk /- 1/4 tomme i plan og høyde, noe som betyr at den innebygde platen må lande innenfor denne toleransen etter at alle fabrikasjons- og monteringstoleranser er stablet. Korrekt å binde ankerboltene eller ankerbena til innebygde plater til armeringsholderen, og plassere buret forsiktig på kalibrerte stoler, er hvordan denne toleransen opprettholdes.
Sammendrag: Beste praksis for å binde armeringsstål i prefabrikkerte og plasstøpte arbeid
Det grunnleggende ved å binde armeringsstål er ikke kompliserte, men de krever konsekvent oppmerksomhet ved hvert trinn i fabrikasjon og plassering av merden. Her er de viktigste takeawayene:
- Bruk 16 til 16,5 AWG glødet svart ledning for standard arbeid; match trådtype til armeringsjernbelegg (galvanisert eller epoksytråd med belagte stenger)
- Påfør sal eller åtte bånd på steder med høy bevegelse - søyleburbøyler, konstruksjonsskjøter, skjøter og innebygde tilbehørsankerpunkter
- Bøy alle trådhaler innover etter vridning for å forhindre migrering mot betongoverflaten
- Bruk the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Knyt alle sammen Prefabrikkerte betongtilbehør (innsatser, plater, ermer) ved produsentens spesifiserte minimumsfestepunkter ved bruk av åttefigur eller pakke-og-sal-bånd
- Vurder batteridrevne automatiske bindeverktøy for arbeid med store volum – produktivitets- og konsistensgevinsten er betydelig
- Inspiser burene før plassering ved hjelp av en skriftlig sjekkliste - deksel, avstander, skjøtelengder, tilbehørsposisjoner og bindehaler
- I prefabrikkert produksjon, fabriker på jiggbord og vedlikehold dokumentasjon som støtter sporbarhet og kvalitetsrevisjonskrav
Et godt bundet bur er usynlig i den ferdige strukturen - som er akkurat som den skal være. Målet er betong som yter nøyaktig slik den er designet, med armering som holder seg nøyaktig der den ble plassert, for hele konstruksjonens levetid.